Descargado 6553 veces



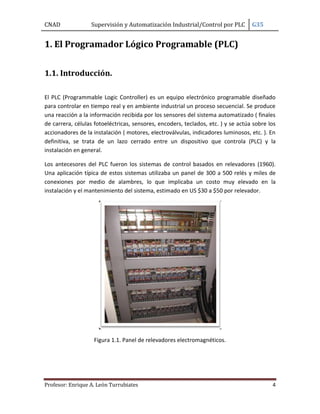






































































El documento aborda la supervisión y automatización industrial a través de controladores lógicos programables (PLC). Se describe la estructura y funcionamiento del PLC, junto con su importancia en el control secuencial de procesos industriales. Además, se incluyen guías de programación e implementación de circuitos de control, así como aplicaciones prácticas y características técnicas de los PLCs de la marca Omron.








































































































