
Recomendados
Más contenido relacionado
Similar a denominacion del electrodo de soldadura.pptx
Similar a denominacion del electrodo de soldadura.pptx (20)
Último
Último (20)
denominacion del electrodo de soldadura.pptx
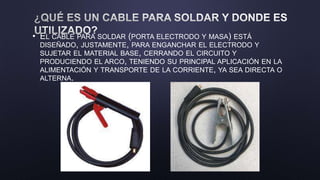
- 1. • EL CABLE PARA SOLDAR (PORTA ELECTRODO Y MASA) ESTÁ DISEÑADO, JUSTAMENTE, PARA ENGANCHAR EL ELECTRODO Y SUJETAR EL MATERIAL BASE, CERRANDO EL CIRCUITO Y PRODUCIENDO EL ARCO, TENIENDO SU PRINCIPAL APLICACIÓN EN LA ALIMENTACIÓN Y TRANSPORTE DE LA CORRIENTE, YA SEA DIRECTA O ALTERNA.
- 2. • EL CABLE PORTA ELECTRODO DEBE TENER CIERTAS CARACTERÍSTICAS QUE PROPICIEN UN MEJORAMIENTO EN LAS FUNCIONES DE SOLDADURA, TENIENDO COMO PRINCIPALES LAS SIGUIENTES: • CONDUCTOR DE COBRE CON AISLAMIENTO EN PVC LIBRE DE PLOMO • TENSIÓN DE OPERACIÓN 600V • ALTA RESISTENCIA A TEMPERATURAS DE ENTRE -70ºC A 105ºC. • RESISTENTE A LUGARES HÚMEDOS, SECOS Y MOJADOS • EXTRA FLEXIBLE.
- 3. CONFIGURACIÓN DEL SISTEMA DE SOLDADURA • INDUCTANCIA: LA INDUCTANCIA ES LA PROPIEDAD DE UN CIRCUITO ELÉCTRICO PARA RESISTIR EL CAMBIO DE CORRIENTE. UNA CORRIENTE QUE FLUYE A TRAVÉS DE UN CABLE TIENE UN CAMPO MAGNÉTICO ALREDEDOR. • FUERZA DE ARCO: LA FUERZA DEL ARCO APORTA LA ACCIÓN DE EXCAVAR EL METAL BASE PARA QUE SE CONSIGA LA PENETRACIÓN DESEADA. ES UN PROCESO QUE CONTINÚA A MEDIDA QUE LA SOLDADURA SE ENSANCHA Y EL ELECTRODO AVANZA A LO LARGO DE LA PIEZA DE TRABAJO. • TIPO DE CORRIENTE: POR LO GENERAL EL TIPO DE CORRIENTE DE ALIMENTACIÓN PARA LAS MAQUINAS DE SOLDAR EN LOS TALLERES Y/O DOMICILIOS ES LA CORRIENTE ALTERNA, DEPENDE DEL TIPO DE ELECTRODO O PROCESO DE SOLDADURA SE CONVERTIRÁ LA CORRIENTE A CORRIENTE CONTINUA, CON UNA MAQUINA TRANSFORMADORA. • TENSION DE TRABAJO: EN LAS PLACAS DE CARACTERÍSTICAS DE LAS MAQUINAS DE SOLDAR SE MENCIONA EL VALOR DE LA TENSIÓN DE TRABAJO, LOS VALORES MAS COMUNES SON 110V, 220V Y 440V. • AMPERAJE: ES LA POTENCIA DEL EQUIPO DE SOLDADURA, PARA REGULAR LA POTENCIA DE LA MÁQUINA SOLDADORA LO HACEMOS CON EL AMPERÍMETRO. ESTE PUEDE PRESENTARSE COMO UNA PERILLA SIMPLEMENTE CON UN + O – , QUE INDICAN LA POSIBILIDAD AUMENTAR O DISMINUIR LA POTENCIA GIRANDO LA PERILLA HACIA UN LADO O AL OTRO, EL AMPERAJE DE TRABAJO DEPENDE DEL ELECTRODO A USAR • LAS VARIABLES MÁS IMPORTANTES EN LA SOLDADURA SMAW AL MOMENTO DE SOLDAR SON, LA INTENSIDAD DE CORRIENTE (EN AMPERIOS) Y LA TENSIÓN (EN VOLTIOS). ESTAS DEPENDEN SIEMPRE DEL GROSOR DEL MATERIAL Y DE LA POSICIÓN DE SOLDADURA.
- 5. • •
- 6. • •
- 7. • •
- 8. • •
- 10. MATERIAL DE APORTE EspecíficamenteAWS Designación por proceso y material Tipos: función y procesos aplicables Almacenamiento y cuidados especiales
- 11. GENERALIDADES • LA MAYORÍA DE LOS ELECTRODOS PARA SOLDADURA POR ARCO SE CLASIFICAN A PARTIR DELAS PROPIEDADES DEL METAL DE APORTE, QUE FUERON CLASIFICADAS Y ESTUDIADO POR UN COMITÉ ASOCIADO A LA AMERICAN WELDING SOCIETY (A.W.S) Y A LA AMERICAN SOCIETY MECHANICAL ENGINEERS (ASME).LAS DIFERENTES CARACTERÍSTICAS DE OPERACIÓN DE ENTRE LOS ELECTRODOS EXISTENTES EN EL MERCADO SON ATRIBUIDAS AL REVESTIMIENTO QUE CUBRE AL ALAMBRE DEL ELECTRODO.
- 13. VARILLA DE APORTACIÓN PARA SOLDADURA OXIACETILÉNICA Refiere al metal de aportación usado para soldaduras heterogéneas -en otros términos: blandas o fuertes-. Para realizar uniones con este tipo de varillas de aportes, se necesita la implementación de fundentes.
- 14. VARILLA DE APORTE PARA TIG Estas varillas deben ser de igual o mejor calidad que el material a soldar. Estas no necesitan de fundente para realizar un buen cordón de ensambladura, ya que se realiza en la atmósfera inactiva producida por el gas de protección.
- 15. ALAMBRES SÓLIDOS O MACIZOS En general, la composición de los alambres sólidos es muy similar similar a la del metal padre a soldar, a la que se agregan cantidades variables de desoxidantes, en función de la aplicación y y el gas protector.
- 16. ALAMBRES TUBULARES (SOLDADURA FCAW) Soldadura por arco con núcleo fundente Los materiales en los que se emplean alambres para soldadura MIG tubular son, comúnmente, aceros al carbono, aceros de baja aleación, aceros inoxidables y fundición
- 17. ELECTRODOS REVESTIDOS • LOS ELECTRODOS REVESTIDOS SON EL TIPO DE ELECTRODO QUE ESTÁN FORMADOS POR UN NÚCLEO METÁLICO QUE SERVIRÁ COMO MATERIAL DE APORTE Y UN REVESTIMIENTO COMPUESTO POR SUSTANCIAS QUÍMICAS QUE SE ENCARGARÁN DE PROTEGER EL METAL FUNDIDO DE LA ATMÓSFERA Y ESTABILIZAR EL ARCO ELÉCTRICO. • DENTRO DE LOS ELECTRODOS REVESTIDOS HAY DISTINTOS TIPOS SEGÚN SU COMPOSICIÓN, LA ELECCIÓN ENTRE LOS CUALES DEPENDERÁ EL MATERIAL A SOLDAR. HABLAREMOS MÁS ADELANTE DE LOS DISTINTOS TIPOS MÁS HABITUALES Y CUANDO UTILIZAR CADA UNO.
- 18. • RUTILOS: SE DENOMINAN ASÍ POR EL ALTO CONTENIDO DE RUTILO EN EL REVESTIMIENTO. E-7018 • CARACTERÍSTICAS: BAJA PENETRACIÓN, ARCO SUAVE, BUENA PRESENTACIÓN, • BÁSICOS: SU NOMBRE SE DEBE A LA AUSENCIA ABSOLUTA DE HUMEDAD EN SU REVESTIMIENTO E-6013 • CARACTERÍSTICAS: ALTA DUCTILIDAD, MÁXIMA RESISTENCIA EN LOS DEPÓSITOS, ALTA RESISTENCIA LOS IMPACTOS, MEDIANA PENETRACIÓN • CELULÓSICOS: SON LLAMADOS ASÍ POR EL ALTO CONTENIDO DE CELULOSA QUE LLEVAN EN EL REVESTIMIENTO. E-6011 • CARACTERÍSTICAS: ALTA PENETRACIÓN, SOLIDIFICACIÓN RÁPIDA, PRESENTACIÓN REGULAR.
- 23. Básico
- 24. • • • • • •
- 25. • TODOS LOS TIPOS DE ELECTRODOS SON DE ALGUNA FORMA AFECTADOS POR LA HUMEDAD. TAL ES EL CASO DE LOS MATERIALES DE APORTES PARA SOLDAR ACEROS AL CARBONO SEGÚN ESPECIFICACIONES A.S.M.E SFA 5.18 & AWS A5.18 E6010/6011/6013/E7018. • CONDICIONES DE ALMACENAMIENTO. • PARA ALMACENAR CAJAS DE APORTES DE SOLDADURA BIEN SEA ELECTRODOS, VARILLAS, ALAMBRE, QUE ESTÉN CERRADOS (TAL COMO SE RECIBE DEL FABRICANTE) SE SUGIERE QUE LA TEMPERATURA DE ALMACENAMIENTO DEBE PERMANECER POR ENCIMA DE LA TEMPERATURA AMBIENTE 30°C. O QUE LA HUMEDAD RELATIVA NO SUPERE EL 50%. TAMBIÉN SE SUGIERE CONSUMIR TODA LA SOLDADURA UNA VEZ ABIERTO LOS EMPAQUES, EN CASO CONTRARIO RESGUARDAR EN ALGÚN SITIO SECO.
- 26. MANTENIMIENTO. • SI LOS APORTES DE SOLDADURA PRESENTAN RASTRO DE HUMEDAD SE RECOMIENDA UN REACONDICIONAMIENTO ES EL CASO DE: • ELECTRODOS CELULÓSICOS: NO PUEDEN SER RESECADOS, DE SER ABIERTA LAS CAJAS, SE DEBEN CONTENER EN UN CUARTO SECO A TEMPERATURA NO MAYOR DE 40 °C (1H) (E6010 & 7010) CONTROLADO. • ELECTRODOS RUTILIO: NO REQUIERE SI HAN ESTADO BIEN ALMACENADOS, EN CASO CONTRARIO SE DEBEN ESTABLECER UN RESECADOS DURANTE 30 MINUTOS A UNA TEMPERATURA DE 65 -95 °C. • ELECTRODOS DE BAJO HIDRÓGENO: SI REQUIERE UN MANTENIMIENTO DENOMINADO RESECADO DE PRESENTAR RASTROS DE HUMEDAD CON UNA TEMPERATURA DE 250 A 350 °C (1-2HORAS).
- 29. • •
- 30. DIÁMETRO PULG. AMPERAJE (A) MIN MAX ELECTRODOS X KG.APROX 3/32 60 90 75 1/8 80 110 35 5/32 110 160 24 3/16 150 200 17
- 31. E-7018 DIÁMETRO PULG. AMPERAJE (A) MIN MAX ELECTRODOS X KG.APROX 3/32 70 120 65 1/8 120 150 32 5/32 140 200 19 3/16 200 275 14