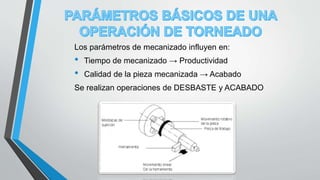
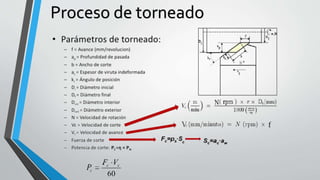
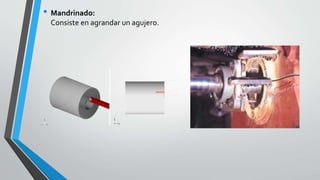
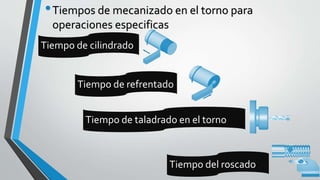
El documento describe el proceso de torneado y sus parámetros. Se realizan operaciones como cilindrado, mandrinado, refrentado, roscado, ranurado y taladrado. El proceso implica fijar la pieza, mover las herramientas para darle forma y retirar el material sobrante. Las ventajas incluyen buen acabado, bajo consumo de energía y facilidad para recoger virutas.