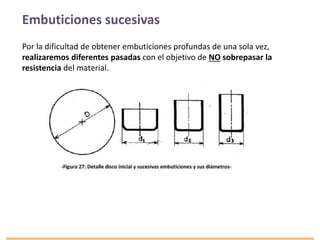
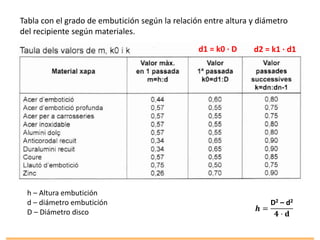
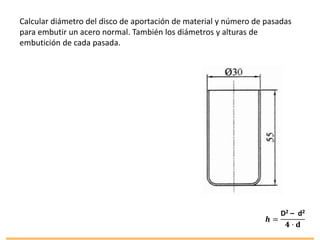
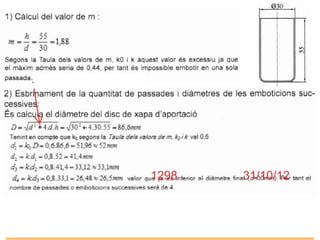
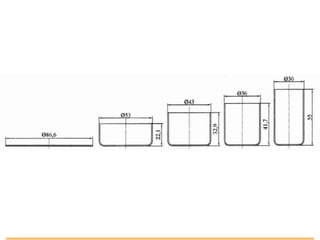
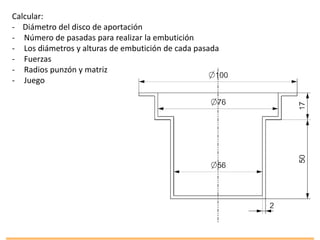
El documento describe el proceso de embutición, incluyendo las fuerzas involucradas, cómo calcular el diámetro del disco, realizar embuticiones sucesivas, y los tipos de embutición. Explica cómo calcular el número de pasadas, diámetros y alturas de cada pasada requeridas para embutir una pieza de acero normal. También cubre temas como juego, radios, velocidad y lubricación.