Descargado 54 veces












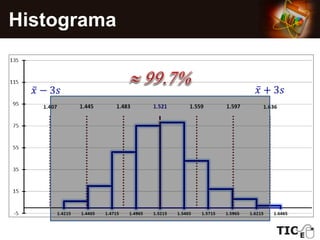


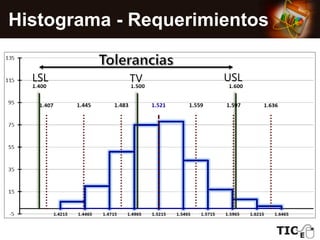
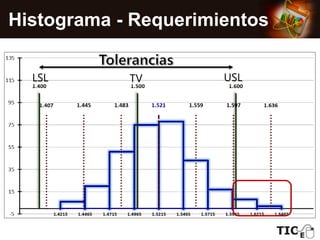






































El documento describe cómo construir e interpretar un histograma para analizar los datos de diámetros de esferas metálicas. Se muestran los pasos para crear el histograma de una muestra de 300 piezas, calcular su media y desviación estándar, y comparar los resultados con las especificaciones del cliente. El análisis revela que la media de la muestra es ligeramente mayor que el valor deseado, aunque la diferencia está dentro de la tolerancia, pero el 4% de la muestra se encuentra fuera del límite superior permitido.


































































