Inspeccion en soldadura
•
0 recomendaciones•939 vistas

Este documento trata sobre la metalurgia de la soldadura. Explica que durante el proceso de soldadura ocurren diversas reacciones metalúrgicas como la fusión, solidificación y reacciones en estado sólido y líquido. Describe que la estructura final de la soldadura depende de la secuencia de eventos que ocurren durante la solidificación, incluyendo reacciones con gases y escorias, y reacciones en estado sólido. También explica que la forma y tamaño de los granos se determinan por los procesos de nucleación

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Inspeccion en soldadura
Similar a Inspeccion en soldadura (20)
Último
Último (20)
Inspeccion en soldadura
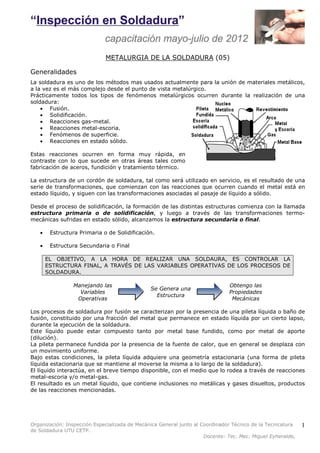
- 1. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 1 METALURGIA DE LA SOLDADURA (05) Generalidades La soldadura es uno de los métodos mas usados actualmente para la unión de materiales metálicos, a la vez es el más complejo desde el punto de vista metalúrgico. Prácticamente todos los tipos de fenómenos metalúrgicos ocurren durante la realización de una soldadura: · Fusión. · Solidificación. · Reacciones gas-metal. · Reacciones metal-escoria. · Fenómenos de superficie. · Reacciones en estado sólido. Estas reacciones ocurren en forma muy rápida, en contraste con lo que sucede en otras áreas tales como fabricación de aceros, fundición y tratamiento térmico. La estructura de un cordón de soldadura, tal como será utilizado en servicio, es el resultado de una serie de transformaciones, que comienzan con las reacciones que ocurren cuando el metal está en estado líquido, y siguen con las transformaciones asociadas al pasaje de líquido a sólido. Desde el proceso de solidificación, la formación de las distintas estructuras comienza con la llamada estructura primaria o de solidificación, y luego a través de las transformaciones termo-mecánicas sufridas en estado sólido, alcanzamos la estructura secundaria o final. · Estructura Primaria o de Solidificación. · Estructura Secundaria o Final EL OBJETIVO, A LA HORA DE REALIZAR UNA SOLDAURA, ES CONTROLAR LA ESTRUCTURA FINAL, A TRAVÉS DE LAS VARIABLES OPERATIVAS DE LOS PROCESOS DE SOLDADURA. Manejando las Variables Operativas Se Genera una Estructura Obtengo las Propiedades Mecánicas Los procesos de soldadura por fusión se caracterizan por la presencia de una pileta líquida o baño de fusión, constituido por una fracción del metal que permanece en estado líquida por un cierto lapso, durante la ejecución de la soldadura. Este líquido puede estar compuesto tanto por metal base fundido, como por metal de aporte (dilución). La pileta permanece fundida por la presencia de la fuente de calor, que en general se desplaza con un movimiento uniforme. Bajo estas condiciones, la pileta líquida adquiere una geometría estacionaria (una forma de pileta líquida estacionaria que se mantiene al moverse la misma a lo largo de la soldadura). El líquido interactúa, en el breve tiempo disponible, con el medio que lo rodea a través de reacciones metal-escoria y/o metal-gas. El resultado es un metal líquido, que contiene inclusiones no metálicas y gases disueltos, productos de las reacciones mencionadas.
- 2. Origen de la estructura Primaria en Soldadura El metal de soldadura (MS) puede ser similar o diferente al metal de base (MB), debido a que está compuesto por la mezcla de metal de aporte y de base, fundidos durante el proceso de soldadura. El metal de aporte empleado es elegido en función de las propiedades mecánicas y la composición química deseada, y la estructura cristalina final de la soldadura será el resultado directo de la secuencia de eventos que ocurren previos y durante la solidificación: Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 2 1) Reacciones metal-gas. 2) Reacciones con fases líquidas no-metálicas (escorias o fundentes). 3) Reacciones en estado sólido producidas durante el proceso de solidificación de la soldadura. Para un mejor entendimiento de estas reacciones enfoquémonos en el estudio de los fenómenos de cristalización, que permiten comprender dos aspectos relevantes de los mismos: 1) A medida que se desarrolla el proceso de cristalización, cada vez participa un número mayor de cristales. Al principio se acelera el proceso, pero en cierto momento, el encuentro mutuo de cristales en expansión dificulta su crecimiento. Este se retarda aún más, debido a que la cantidad de líquido disponible es cada vez menor. 2) En el proceso de crecimiento del cristal, mientras está rodeado de líquido, éste suele tener forma regular, pero al encontrarse dos frentes de cristalización con una ubicación espacial diferente, esta forma se altera, y la forma final dependerá de las condiciones del contacto con los cristales vecinos. La velocidad del proceso de cristalización está determinada cuantitativamente por dos magnitudes: 1) La velocidad de formación de los núcleos de cristalización (número de cristales que se generan por unidad de tiempo). 2) La velocidad de crecimiento de los cristales (velocidad con la que aumentan las dimensiones lineales de un cristal). LA FASE FINAL RESULTANTE DE UNA SOLDAURA SE DA, NO SOLAMNETE EN LOS PROCESOS QUE OCURREN EN LAS MASAS FUNDIDAS AL SOLIDIFACR, SINO TAMBIÉN EN LAS TRANSFORMACIONES EN ESTADO SÓLIDO, POR GENERACIÓN Y CRECIMIENTO DE CRISTALES. Solidificación en Soldaduras. La transformación de sólido a líquido está gobernada por un proceso combinado de nucleación y crecimiento de cristales, y el tamaño, orientación y distribución de los granos producidos define las propiedades mecánicas y la sanidad de la estructura solidificada. Cada grano se inicia en un núcleo a partir del cual se produce el crecimiento. La nucleación puede iniciarse a partir de partículas sólidas externas suspendidas en el líquido: NUCLEACIÓN HETEROGENEA. En la práctica industrial, la gran mayoría de los casos son de nucleación heterogénea, originándose la misma en un sustrato presente en el líquido que debe solidificar. En general, cuanto mejor sea el “mojado” del líquido en el sustrato, más efectivo será inicio del proceso de nucleación. EN LA SOLDADURA, EL MOJADO ES PERFECTO, YA QUE EL SUSTRATO CONSISTE EN LOS GRANOS PARCIALMENTE FUNDIDOS DE METAL DE BASE, A PARTIR DE LOS CUALES SE PRODUCE LA SOLIDIFICACIÓN DEL METAL LÍQUIDO.
- 3. Esquema de dirección de crecimiento, epitaxial, de los cristales al solidificar. Imagen de crecimiento epitaxial. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 3 Direcciones de crecimiento de granos. El crecimiento de los cristales se da con la misma orientación cristalina que los granos de metal base parcialmente fundidos. ESTE FENÓMENO RECIBE EL NOMBRE DE CRECIMIENTO EPITAXIAL. La solidificación epitaxial es el mecanismo común a todos los procesos de soldadura por fusión, posibilitando la coalescencia buscada para tener continuidad entre el metal base y el metal de soldadura. Durante el crecimiento de estos granos iniciados epitaxialmente, se produce una selección de unos a expensas de otros, formándose una textura de crecimiento. Este crecimiento competitivo se produce debido a que cada grano posee direcciones preferenciales de crecimiento. Por lo tanto, los granos que poseen esa orientación, o cercana a ella, tendrán mayor chance de sobrevivir. La característica epitaxial de la solidificación aparece también en cada pase de una soldadura multipasada. Efecto de la Geometría de la Pileta Líquida. La forma de la pileta líquida o pileta de fusión queda determinada por la velocidad de avance del cordón de soldadura así como por el balance entre el calor aportado y las condiciones de enfriamiento. Si la velocidad es baja, la pileta tiende a tomar una forma elíptica, mientras que si la velocidad aumenta, la pileta tiende a alargarse en forma de gota. En resumen, la forma de la pileta líquida determina la dirección de crecimiento de los granos, así como la velocidad de crecimiento y el gradiente térmico en el líquido. Cuando la pileta de fusión tiene forma de gota, el gradiente térmico máximo permanece casi invariable en su dirección en todos los puntos del frente de solidificación, desde el borde hasta el eje del cordón. El resultado es que cualquier grano favorablemente orientado es capaz de crecer a una velocidad óptima y expandirse a expensas de los menos favorablemente orientados, alcanzando el centro del cordón un número relativamente pequeño de granos.
- 4. Modelos de crecimiento competitivo en función del gradiente térmico Pileta de fusión den forma elíptica. Pileta de fusión en forma de gota. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 4 Cuando la pileta de fusión es elíptica, la dirección de gradiente máximo cambia continuamente desde el borde hacia el centro del cordón. En consecuencia, la mayor parte de los granos se encuentra, aunque por poco tiempo, en condiciones favorables para crecer y sobreviven hasta la línea central del cordón. Diagramas de estado Un Diagrama de Estado es la representación gráfica del estado de una aleación: si varía su composición química, temperatura y presión, varía su estado, lo cual se refleja en este diagrama. El Diagrama de Estado puede llamarse también DIAGRAMA DE EQUILIBRIO, ya que indica las fases en equilibrio que pueden existir en determinadas condiciones. De acuerdo a esto, los cambios de estado reflejados en el diagrama, se refieren a condiciones de equilibrio, es decir en ausencia de subenfriamiento o sobrecalentamiento (disminución o aumento de temperatura en los cuales se producen el comienzo o fin de la nucleación). Por tanto el diagrama de estado representa una situación teórica. En la práctica los diagramas se utilizan para estudiar las transformaciones a pequeñas velocidades tanto de enfriamiento como de calentamiento. DIAGRAMA HIERRO-CARBONO En particular, por la importancia que tienen las aleaciones de hierro y carbono, que son las más aplicadas en la técnica moderna, el DIAGRAMA DE ESTADO HIERRO (Fe)-CARBONO (C) es uno de los más estudiados. El acero es una aleación de hierro con una pequeña proporción de carbono, en base a la cual se obtienen propiedades especiales tales como dureza y elasticidad. En los aceros participan otros elementos de aleación tales como manganeso, níquel o cromo. El hierro es un constituyente fundamental de las aleaciones más importantes de la ingeniería. Es un metal alotrópico, lo que implica que puede existir en más de una estructura reticular (forma de cristal), dependiendo fundamentalmente de la temperatura. Es uno de los metales más útiles debido a su gran abundancia en la corteza terrestre. Como su nombre lo indica, el diagrama Fe-C, debería extenderse desde el hierro hasta el carbono, pasando por distintas fases intermedia que contiene ambos elementos. Al estudiar los diagramas con compuestos químicos estables, se ve que cada uno de ellos puede considerarse como un componente, por lo cual el diagrama puede analizarse por partes. De esta forma, y por su importancia práctica, normalmente se estudia solamente la parte del diagrama que va desde el hierro hasta el carburo de hierro, compuesto químico Fe3C (Cementita, que contiene aproximadamente 6.6% de C). Esto está justificado porque en la práctica se emplean aleaciones cuyo contenido de carbono no supera el 5%.
- 5. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 5 ALEACIONES HIERRO-CARBONO El hierro puro apenas tiene aplicaciones industriales, pero formando aleaciones con el carbono (además de otros elementos), es el metal más utilizado en la industria moderna. Las aleaciones con contenido de C comprendido entre 0.03% y 1.76% tienen características muy bien definidas y se denominan aceros. Los aceros de cualquier proporción de carbono dentro de los límites citados pueden alearse con otros elementos, formando los denominados aceros aleados o aceros especiales. Algunos aceros aleados pueden contener excepcionalmente hasta el 2.5% de C. Los aceros generalmente son forjables, y es ésta una cualidad muy importante que los distingue. Si la proporción de C es superior a 1.76% las aleaciones de Fe-C se denominan fundiciones, siendo la máxima proporción de C aleado del 6.67%, que corresponde a la cementita pura. Las fundiciones, en general, no son forjables. Tipos de aceros: En las aleaciones Fe-C pueden encontrarse hasta once constituyentes diferentes, que se denominan: Ferrita, Cementita, Perlita, Austenita, Martensita, Troostita Sorbita, Bainita, Ledeburita, Steadita y Grafito. Estos nombres tienen razones descriptivas para denominar las distintas estructuras que aparecen el diagrama Fe-C. FERRITA Aunque la ferrita es en realidad una solución sólida de carbono en hierro (hierro a), su solubilidad a temperatura ambiente es tan pequeña que llega a disolver un 0.008% de C. Es por esto que prácticamente se considera la ferrita como hierro alfa puro. La ferrita es el más blando y dúctil constituyente de los aceros. Cristaliza en una estructura BCC (Cúbica centrada en el cuerpo) y presenta propiedades magnéticas. En los aceros aleados, la ferrita suele contener Ni, Mn, Cu, Si, Al en solución sólida sustitucional. Al microscopio aparece como granos monofásicos (imagen b). CEMENTITA Es carburo de hierro con composición de 6.67% de C en peso. Es un compuesto intersticial, el constituyente más duro y frágil de los aceros. Es magnética hasta los 210ºC, temperatura a partir de la cual pierde sus propiedades magnéticas. PERLITA Es un constituyente compuesto 6,4 partes de ferrita y 1 de cementita. Cada grano de perlita está formado por láminas o placas alternadas de cementita y ferrita. Esta estructura laminar se observa en la perlita formada por enfriamiento muy lento (imagen c). Si el enfriamiento es muy brusco, la estructura es más borrosa y se denomina perlita sorbítica. Si la perlita laminar se calienta durante algún tiempo a una temperatura inferior a la crítica (723 ºC), la cementita adopta la forma de glóbulos incrustados en la masa de ferrita, recibiendo entonces la denominación de perlita globular. AUSTENITA Es el constituyente más denso de los aceros, y está formado por solución sólida por inserción, de carbono en hierro g. La proporción de C disuelto varía desde 0 a 1.76%, correspondiendo este último porcentaje de máxima solubilidad a la temperatura de 1130ºC. La austenita en los aceros al carbono, es decir, si ningún otro elemento aleado, empieza a formarse a la temperatura de 723ºC. También puede obtenerse una estructura austenítica en los aceros a temperatura ambiente,
- 6. enfriando muy rápidamente una probeta de acero de alto contenido de C a partir de una temperatura por encima de la crítica, pero este tipo de austenita no es estable, y con el tiempo se transforma en ferrita y perlita, o bien cementita y perlita. Estructura de la Austenita en un acero al carbono. Austenita a temperatura ambiente en un inoxidable AISI 316L. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 6 Excepcionalmente, hay algunos aceros al cromo-niquel denominados austeníticos, cuya estructura es austenítica a temperatura ambiente. La austenita está formada por cristales cúbicos de hierro g con los átomos de carbono intercalados en las aristas y en el centro. La austenita no presenta propiedades magnéticas. MARTENSITA Es el constituyente de los aceros templados, está conformado por una solución sólida sobresaturada de carbono o carburo de hierro en ferrita y se obtiene por enfriamiento rápido de los aceros desde su estado austenítico a altas temperaturas. Sus propiedades físicas varían con su contenido en carbono, hasta un máximo de 0.7 % C. Es muy frágil y presenta un aspecto acicular (en forma de aguja) formando grupos en zigzag con ángulos de 60 grados. BAINITA Se forma en la transformación isoterma de la austenita, en un rango de temperaturas de 250 a 550ºC. El proceso consiste en enfriar rápidamente la austenita hasta una temperatura constante, manteniéndose dicha temperatura hasta la transformación total de la austenita en bainita. LEDEBURITA La ledeburita no es un constituyente de los aceros, sino de las fundiciones. Se encuentra en las aleaciones Fe-C cuando el contenido total de carbono supera los 1.76%. Se forma al enfriar una fundición líquida de carbono desde 1130ºC, siendo estable hasta 723ºC, descomponiéndose a partir de esta temperatura en ferrita y cementita Veamos a continuación el diagrama Hierro- carburo de hierro donde se da un esquema breve de las distintas partes y estados de la aleación para las diferentes temperaturas y % de carbono:
- 7. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 7 Línea ABCD: LIQUIDUS (inicio de la solidificación). Línea AHJECF: SOLIDUS (fin de la solidificación). Las 3 líneas horizontales HJB, ECF y PSK indican el transcurso de 3 reacciones invariantes. Línea HJB: reacción peritéctica (1499°C). El resultado de la reacción es la formación de AUSTENITA. Esta reacción solamente se produce en aquellas aleaciones que contienen entre 0,1 y 0,5% de C. Línea ECF: reacción eutéctica (1147°C). El resultado de la reacción es la formación de la mezcla eutéctica AUSTENITA + CEMENTITA. Esta reacción se produce en las aleaciones del sistema que contienen más de 2,14% de C. Línea PSK: reacción eutectoide (727°C). El resultado de la reacción es la formación de la mezcla eutectoide FERRITA + CEMENTITA (PERLITA). Esta reacción se produce en todas las aleaciones que contienen más de un 0,02% de C, es decir, prácticamente en todas las aleaciones Fe-C de uso industrial
- 8. Del diagrama se desprende que en una aleación, el proceso de solidificación se desarrolla dentro de un rango de temperatura comprendido entre las líneas de líquidus y solidus del diagrama de equilibrio. La región donde coexiste líquido-sólido entre las isotermas mencionadas, recibe el nombre de ZONA PASTOSA. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 8 Origen de la Estructura Secundaria en Soldadura Se ha descripto en términos generales anteriormente la formación de la estructura primaria o de solidificación, que resulta del pasaje de líquido a sólido, por el cual se obtiene una estructura crecida epitaxialmente a partir de los granos parcialmente fundidos del metal base. Ésta estructura primaria corresponde a una determinada fase estable a la temperatura de solidificación. En el caso de materiales como aluminio, durante el enfriamiento desde la temperatura de fusión hasta la temperatura ambiente, la fase primaria conserva su estructura cristalina. En este caso la estructura del cordón soldado presente en servicio a temperatura ambiente estará compuesta por los granos originados durante la solidificación, conjuntamente con las inclusiones, porosidad, etc. ¿QUE PASA CON UN ACERO RECIÉN SOLIDIFICADO CUANDO SE ENFRÍA HASTA LA TEMPERATURA AMBIENTE? Se producen transformaciones de fase en estado sólido que dan origen a la llamada ESTRUCTURA SECUNDARIA. Las transformaciones de fase en estado sólido tienen una importancia tecnológica fundamental en los aceros, ya que permiten obtener diferentes propiedades mecánicas según sea el tratamiento termo-mecánico a que es sometido un material de una composición química dada. Durante la soldadura de un acero, el enfriamiento se produce en forma continua, dependiendo del material, proceso, espesor de las chapas, calor aportado, precalentamiento, temperatura interpase, etc. Las velocidades de enfriamiento involucradas determinan que las condiciones para las transformaciones de fase mencionadas sean de NO EQUILIBRIO. Por esta razón, no es posible utilizar los DIAGRAMAS DE FASE DE EQUILIBRIO. Se recurre entonces a los Diagramas TTT (temperatura-transformación-tiempo). DIAGRAMAS TTT (temperatura-transformación-tiempo). Se denomina curva TTT al diagrama que relaciona el tiempo (normalmente en escala logarítmica) y la temperatura requeridos para una transformación a temperatura constante. Se construyen a partir de las curvas de transformación isotérmicas, representando los puntos de inicio, 50% y fin de transformación, para las diferentes temperaturas. Restricciones de estos diagramas: · Composición fija. · Referidos a transformaciones isotérmicas (Temperatura cte.) Consideremos el caso de un acero del cual resulta la Transformación Austenita => Perlita (0.77%C en peso):
- 9. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 9 Construcción del diagrama TTT Diagrama Completo TTT Los factores que modifican la forma del diagrama TTT son: 1. Composición química del acero: 1.1. Elementos que mueven las líneas hacia la derecha (C, Ni, Mn, Si, Cu) 1.2. Elementos que además cambian la forma (Cr, Mo, V) 2. Tamaño de grano austenítico: si es grande, disminuye la superficie de borde de grano disponible para nuclear. 3. Heterogeneidad de la austenita: en las áreas segregadas la austenita se transforma de acuerdo a un diagrama modificado por el efecto local. Transformaciones en estado sólido Durante el enfriamiento, los productos de la descomposición de la austenita aparecen en distintas proporciones, dependiendo tanto de su estado inicial (composición química, tamaño de grano, heterogeneidad, etc.), como del tratamiento termo-mecánico a que se la somete durante la transformación. Estos elementos estructurales, sumados a los provenientes de la estructura primaria, y que no se transforman, constituyen la ESTRUCTURA SECUNDARIA del metal de soldadura. Transformaciones en la zona afectada por el calor (ZAC) La respuesta del área próxima a la línea de fusión en una junta soldada depende de la naturaleza del material soldado y del proceso empleado. Debido a que el ciclo térmico es muy rápido, los materiales más afectados serán aquellos que aumentan su resistencia por tratamiento térmico. Las temperaturas en la ZAC varían entre las temperaturas ambiente y de liquidus, por lo tanto muchos procesos metalúrgicos que se producen lentamente a temperatura ambiente, pues dependen de la difusión en estado sólido, pueden ocurrir muy rápidamente a temperaturas próximas a la de liquidus.
- 10. Veamos los efectos del calor de soldadura en la ZAC, para algunos tipos de aleaciones que pueden ser soldadas: Esquematización de efectos sobre la forma de los granos al laminar una chapa. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 10 1) Aleaciones que aumentan su resistencia por trabajo en frío. 2) Aleaciones que aumentan su resistencia por transformación martensítica. 1) Aleaciones que aumentan su resistencia por trabajo en frío: Debido a que los materiales endurecidos por trabajo en frío recristalizarán (conforman nuevamente su estructura cristalina, ver tabla 4.1 siguiente) cuando son llevados a temperaturas próximas al punto de fusión, debemos esperar cambios importantes en la resistencia de la ZAC. Originalmente los granos estarán alargados y aplastados, producto del trabajo en frío. Luego, en algún punto de la ZAC, el metal alcanza la temperatura necesaria para recristalizar, apareciendo pequeños granos equiaxiales en la microestructura. En la línea de fusión, además de la recristalización, se producirá un crecimiento de grano significativo. Por tanto en este caso la resistencia se verá sensiblemente disminuida, y finalmente la resistencia de la junta será del orden de la chapa en estado recocido (*1). En resumen, las propiedades conferidas con el trabajo en frío se verán disminuidas. 2) Aleaciones que aumentan su resistencia por transformación martensítica: Las aleaciones de interés en este grupo son los aceros con suficiente C y elementos de aleación, que pueden formar estructuras martensíticas con el rápido enfriamiento de la soldadura. Estos pueden ser aceros templados y revenidos previamente a la soldadura, o simplemente aceros con la composición adecuada para obtener estructuras de temple, aunque previamente no hayan sido tratados. La figura siguiente muestra la variación de la temperatura máxima que se alcanza en diversos planos de la ZAC de un empalme soldado sobre un acero con 0,30% C. Gran parte de esta zona se ha calentado a temperaturas superiores a A1. · Punto 1 - se ha calentado a más de 1315°C. La austenita formada será de grano grueso por cuanto a esa temperatura los granos crecen. · Punto 2 - se ha calentado a 982°C y se ha austenizado totalmente. No ha tenido lugar el crecimiento de grano y sí puede haber afinamiento de granos. · Punto 3 - se ha calentado exactamente por encima de A3, temperatura que no es suficientemente elevada como para homogeneizar por completo a la austenita. · Punto 4... esta zona se ha calentado aproximadamente a 760°C, que está comprendida entre A1 y A3. "Parte de la estructura se transforma en austenita y la mezcla de estructuras resultante, durante el enfriamiento, puede degradar las propiedades de impacto de la junta. · Punto 5 - a esta zona se la ha calentado a 649°C que es inferior a A1, y por lo tanto no ha habido transformación austenítica. El metal base conservará su estructura de ferrita y cementa pero se habrá ablandado. (*1) Recocido: Es una tratamiento de calentamiento, mantenimiento y enfriamiento por el cual el material recupera una estructura cristalina libre de tensiones (reblandecimiento). Se eliminan los cambios producidos por deformación plástica, quedando el material con sus propiedades originales. Dureza y resistencia disminuyen, con un aumento de la ductilidad.
- 11. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 11 Relación entre las temperaturas picos experimentadas por diversas regiones en un cordón soldado y como se correlacionan con el diagrama de fase hierro-carburo de hierro. Estas zonas parciales de la ZAC pueden presentar múltiples estructuras con propiedades diferentes entre sí. Las condiciones de soldadura influyen en el enfriamiento, de acuerdo con los siguientes conceptos: 1. La energía de arco: Una mayor energía (joules/pulgada) provoca menores velocidades de enfriamiento. El uso de electrodos de menor diámetro, una menor corriente de soldadura y una mayor velocidad de avance, son factores concurrentes para reducir la energía de arco y con ello incrementar las velocidades de enfriamiento. 2. El espesor del metal base: Por lo general un metal base de mayor espesor se enfría más rápidamente que otro más fino. La mayor capacidad para absorber el calor, relacionada con su mayor masa, producen mayores velocidades de enfriamiento. 3. Temperatura del metal base, Precalentamiento: La temperatura del metal base, al iniciar la soldadura, tiene fuerte efecto sobre las velocidades de enfriamiento en toda la zona afectada por el calor y en el cordón de soldadura; a mayor precalentamiento corresponden menores velocidades de enfriamiento.
- 12. Pre-calentamiento Esta operación consiste en el calentamiento de la junta previo a la soldadura. Su principal efecto es reducir la velocidad de enfriamiento de la unión soldada Tiene como Ventajas: Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 12 · Evitar el templado. · Aumentar la difusión de hidrógeno en la junta. Desventaja: aumenta la extensión de la ZAC. Veamos algunos ejemplos de tipos de juntas y como el calor se transmite a través de las mismas. En la figura (A) vemos una junta sin bisel en la cual el calor se distribuye igual a ambos lados de la misma. En la figura (B) estamos soldado una raíz sin talón (filo de cuchillo) contra el fondo de la misma, por tanto utilizaremos menos energía y produciremos menos calor que en el caso (A). Al tener talón, caso (C), necesito más energía para fundir el mismo produciendo una transferencia de calor mayor. En los casos (D) y (E) observamos juntas con espesores distintos a cada lado de la misma. Esto hará que una mayor cantidad de calor fluya por la chapa más gruesa (en la práctica a la hora de realizar estas soldaduras se deberá tener en cuanta: precalentar de forma de compensar espesores con distinto calor aplicado a cada lado de la junta y considerar los espesores al momento de retener el punto caliente sobre cada una de las caras a fundir). (Ver Anexo 1 como método estimativo de precalentamiento.) Post-Calentamiento Esta operación consiste en mantener la junta soldada a una temperatura mayor que la ambiente, durante un cierto tiempo, para aumentar la difusión de hidrógeno. Buscamos enlentecer el enfriamiento de la unión. Vemos uno de los problemas más importantes en lo que hace a soldadura, fruto de la presencia de hidrógeno. Fisuración por hidrógeno La fisuración en frío, más correctamente denominada fisuración asistida por hidrógeno, se manifiesta por la aparición de fisuras inmediatamente, o transcurridos minutos y en algunos casos hasta horas después de completada la soldadura. Estas fisuras pueden presentarse en el cordón de soldadura o en la zona afectada por el calor del material base. Requiere para su aparición de la concurrencia de los siguientes factores: 1) Hidrógeno difusible en el metal de soldadura o en la zona afectada térmicamente del material base. 2) Una microestructura susceptible, típicamente martensita de dureza superior a los 350 Hv. (Las microestructuras de baja tenacidad como martensita y bainita, son especialmente frágiles cuando están saturadas de hidrógeno).
- 13. 3) Alto grado de restricción o tensión residual en la junta, por ejemplo tensiones residuales o térmicas. (entallas como mordeduras, falta de penetración e inclusiones promueven deformaciones plásticas que ponen en movimiento los defectos cristalinos. Cuando el grado de restricción de la junta es bajo, la fisura será intergranular, en tanto que para altos factores de restricción, la fisura será transgranular). Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 13 4) Faja de temperaturas entre –100 y 200 ºC. Es necesaria la combinación de estos factores para producir una fisura por hidrógeno. El mecanismo por el cual se produce una fisura por hidrógeno viene de la mano con la disolución de este elemento en forma intersticial, y en sitios preferenciales tales como bordes de grano, inclusiones y defectos cristalinos. La teoría más aceptada es la de “decohesión”, la cual sostiene que donde existe una discontinuidad (pre-fisura), y se aplica una tensión de tracción, el hidrógeno se acumula en la región de mayor deformación (en el extremo de la discontinuidad). Esto reduce la energía cohesiva de la red cristalina, hasta un punto en que se produce la fisura. Consideremos las curvas ilustrativas siguientes, a la izquierda se muestra como varía la cantidad de H en el metal depositado en función del H en la atmósfera del arco. En la gráfica de la derecha se muestra la solubilidad del H en Fe a distintas temperaturas. Puede observarse la brusca variación de solubilidad en la transformación líquido - sólido. ¿Cuales son las fuentes de hidrógeno? 1) Revestimiento orgánico de electrodos. 2) Humedad absorbida o contenida por revestimientos de electrodos, especialmente básicos. 3) Humedad del fundente en proceso por arco sumergido. 4) Humedad del gas en procesos bajo protección gaseosa. La soldadura en estado líquido disuelve cantidades importantes de hidrógeno. La solubilidad del hidrógeno en le líquido decrece con la temperatura.
- 14. Comparado con otros elementos intersticiales, el hidrógeno posee una difusividad (capacidad para dispersarse) mucho mayor, siendo por ejemplo muy superior a la del carbono o del nitrógeno (a 20 ºC). Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 14 Carbono equivalente: La soldabilidad de aceros es inversa a la templabilidad. La templabildad del acero esta fuertemente ligada a su composición química. Mayores cantidades de carbono y de otros elementos de aleación resultan en mayor templabildad, y por lo tanto una soldabilidad menor. Para poder evaluar la soldabilidad de las aleaciones, se usa una medida conocida como el contenido carbono equivalente, que compara las soldabilidades relativas de diferentes aleaciones respeto de un acero al carbono simple. A medida que se eleva el contenido equivalente de carbono, la soldabilidad de la aleación baja. La adición de elementos de aleación permite mejorar las propiedades mecánicas y la resistencia a la corrosión. Estas adiciones desplazan las curvas TTT hacia la derecha, aumentando la templabilidad del material. Las fórmulas de Carbono Equivalente (CE) expresan la tendencia del material a formar estructuras frágiles, y por lo tanto promover la aparición de fisuras por hidrógeno. Utilicemos la ecuación desarrollada por el Instituto Internacional de Soldadura, cuya expresión es la siguiente: Veamos algunos ejemplos de lugares donde pueden aparecer fisuras causadas por la presencia de hidrógeno:
- 15. Anexo 1 Estimación del precalentamiento: Existen numerosos métodos propuestos para determinar o estimar la necesidad de precalentamiento en el proceso de soldadura de aceros. Estos métodos consideran algunos o todos de los factores que influyen en la fisuración en frío: composición química del acero, difusión de Hidrógeno, calor aportado, espesor del metal base, tensiones residuales en la soldadura y restricción de la junta. Sin embargo, hay una considerable diferencia en la valoración de la importancia de estos factores entre los distintos métodos. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 15 Tomemos el método correspondiente la Nomograma de COE: Las escalas mencionadas en el diagrama corresponden a: · Escala A: Consumibles que aporten un metal de soldadura con tenores de Hidrógeno difusible mayor de 15 ml/100 gr, luego de un adecuado secado. · Escala B: Consumibles que aporten un metal de soldadura con tenores de Hidrógeno difusible entre 10 y 15 ml/100 gr, luego de un adecuado secado. · Escala C: Consumibles que aporten un metal de soldadura con tenores de Hidrógeno difusible entre 5 y 10 ml/100 gr, luego de secado. · Escala D: Consumibles que aporten un metal de soldadura con tenores de Hidrógeno difusible menor de 5 ml/100 gr, luego de un adecuado secado. La aportación de hidrógeno (ml/100gr) la obtenemos de diagrama siguiente:
- 16. Organización: Inspección Especializada de Mecánica General junto al Coordinador Técnico de la Tecnicatura de Soldadura UTU CETP. Docente: Tec. Mec. Miguel Eyheralde. 16 Referencias Bibliográficas: - “Metalurgia de la Soldadura”, revisión bibliográfica realizada por el Ing. J C., Instituto de Ensayos de Materiales de Facultad de Ingeniería UdelaR. - Introducción a la Metalurgia Física, “Avner”, 2da Ed. - Imágenes de dominio público extraídas del World Wide Web (www).