Descargado 638 veces
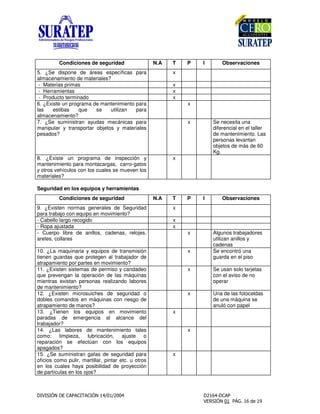


Este documento presenta información sobre inspecciones de seguridad en el lugar de trabajo. Explica que las inspecciones pueden ser informales o planeadas, y cubren diferentes tipos como inspecciones generales, de partes críticas e inspecciones especiales. Detalla los beneficios de las inspecciones para la salud y seguridad de los trabajadores, los procesos, equipos e instalaciones. El objetivo principal de las inspecciones es identificar factores de riesgo para prevenir accidentes y enfermedades ocupacionales mediante la corrección oportuna de



































































