Descargado 1007 veces
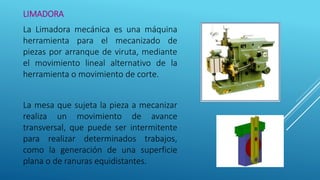



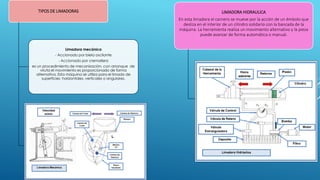



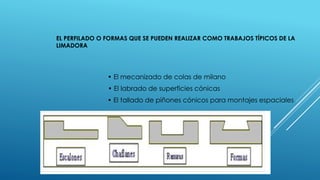



























Este documento describe las partes y operaciones de una limadora mecánica. Describe las partes principales como la mesa, el carro portaherramientas y la base. Explica los tipos de limadoras mecánicas, sus mecanismos de accionamiento, y los movimientos y condiciones de corte durante el proceso de limado. También cubre las herramientas de corte comunes y cómo se sujetan correctamente.



































































