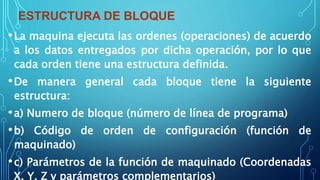
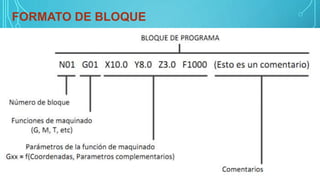
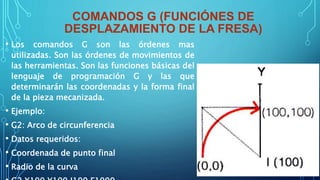
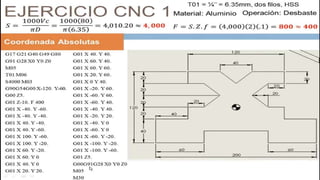
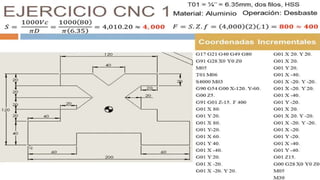
El documento detalla la evolución y funcionamiento de las máquinas CNC (Control Numérico Computarizado), que automatizan el proceso de mecanizado al utilizar computadoras para controlar movimientos complejos en 3D. Describe los métodos de programación, incluyendo la programación manual y automática, así como el lenguaje máquina que utilizan. Además, se explican los códigos y órdenes necesarias para el maquinado, resaltando su importancia en la fabricación moderna.













































![MANUAL PARA CNC 2017.pptx [Autoguardado].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/manualparacnc2017-230210175450-5242887a-thumbnail.jpg?width=640&height=640&fit=bounds)














































