1. El documento describe los principios y pilares del Mantenimiento Productivo Total (TPM), que busca maximizar la efectividad de los equipos a través de la participación de todos los empleados y un enfoque de mejora continua.
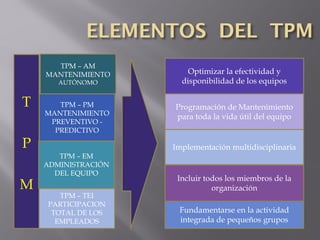
2. El TPM involucra 8 pilares como aumentar la eficiencia, mantenimiento autónomo, programado, capacitación, gestión de equipos, calidad, supervisión y seguridad.
3. También se enfoca en mejorar indicadores como el EGP que mide disponibilidad, desempeño y calidad