Descargado 201 veces
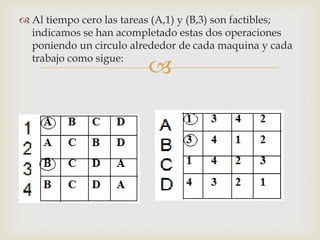

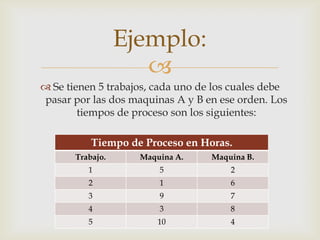
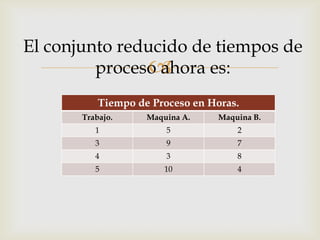
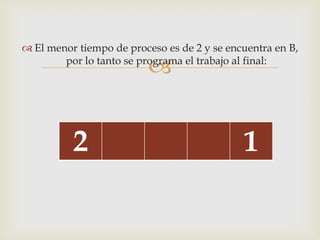
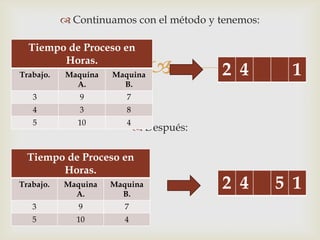
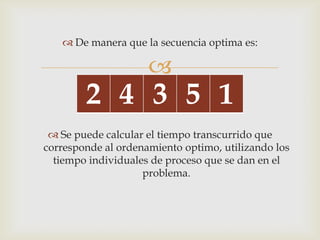
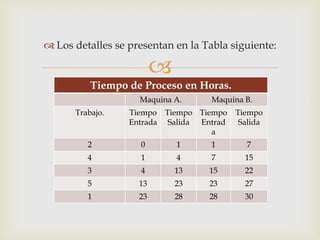
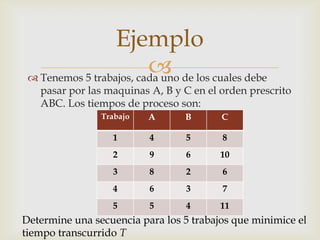
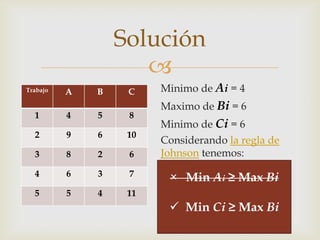
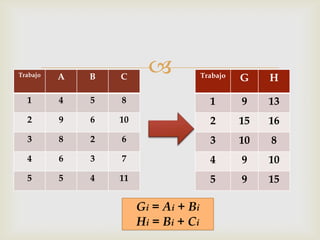
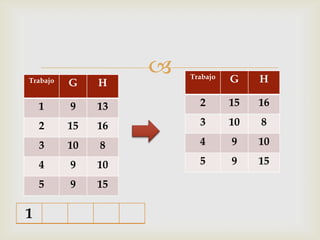
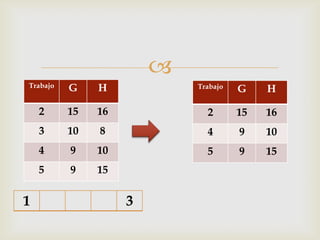
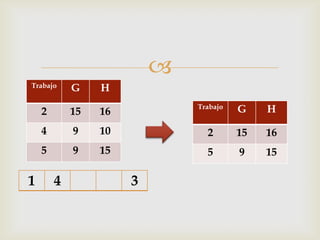
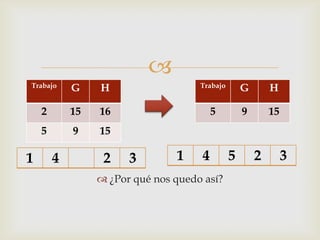

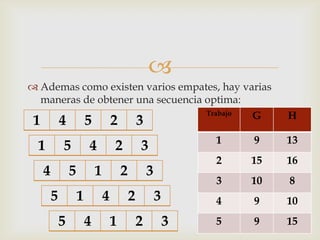

Este documento describe diferentes problemas de secuenciación de trabajos a través de múltiples máquinas. Explica cómo secuenciar n trabajos a través de 2 o 3 máquinas para minimizar el tiempo total de producción. También presenta un ejemplo numérico para ilustrar cómo aplicar el método de Johnson para secuenciar 5 trabajos a través de 2 máquinas.



































































