Descargado 116 veces
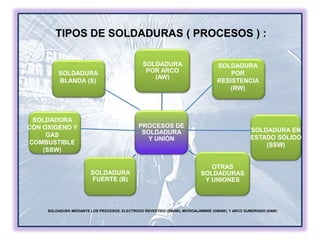





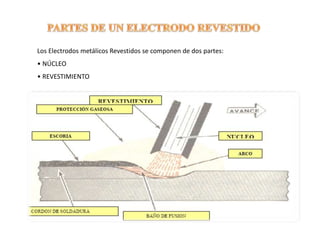
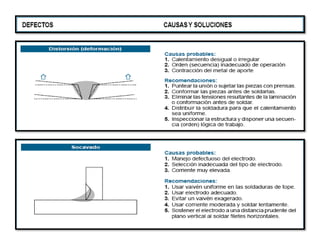

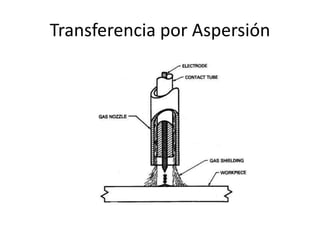
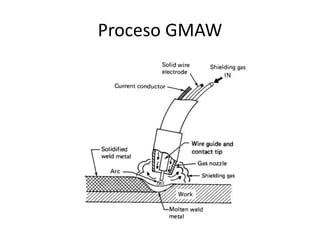




Este documento presenta información sobre tres procesos de soldadura: soldadura por electrodo revestido (SMAW), soldadura de microalambre (GMAW) y soldadura por arco sumergido (SAW). El objetivo del curso es conocer las bases teóricas, protección y aplicación de estos tres procesos de soldadura. Se incluyen definiciones de soldadura, procesos de soldadura, seguridad en soldadura y detalles sobre cada uno de los tres procesos.














































































