Descargado 268 veces






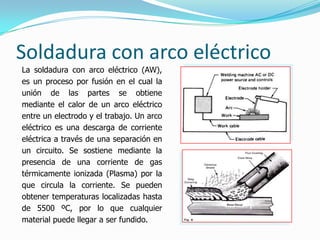

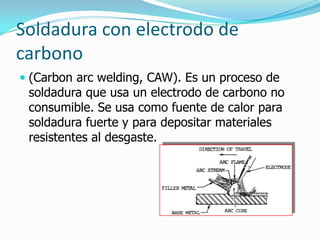
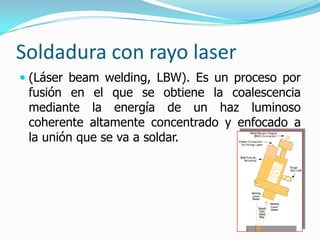
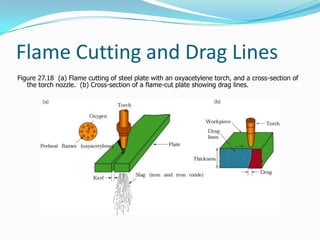
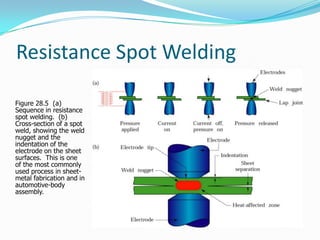
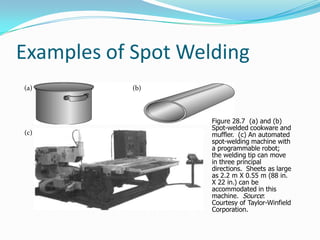

El documento describe los diferentes tipos de soldadura, incluyendo soldadura por fusión y soldadura de estado sólido. La soldadura por fusión se divide en soldadura con arco eléctrico, soldadura por resistencia, soldadura con oxígeno y gas combustible, y otros métodos que usan haz de electrones o rayo láser. La soldadura de estado sólido incluye soldadura por difusión, soldadura por fricción y soldadura ultrasónica. Se proporcionan ejemplos de aplicaciones industriales de la sold



































































