Descargado 602 veces



















![2.6
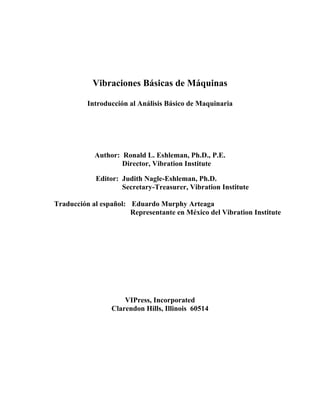
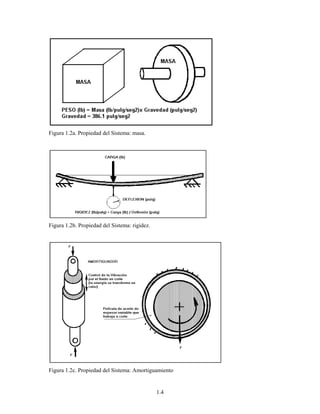
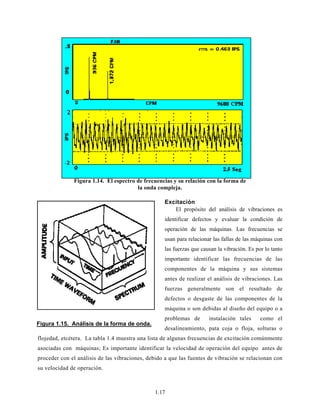
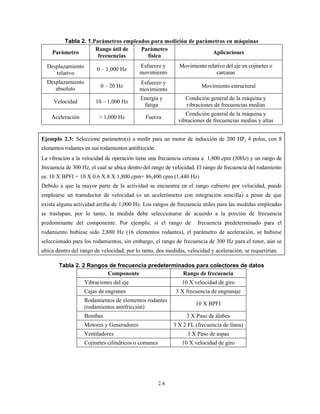
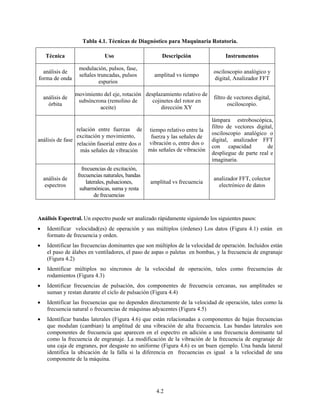
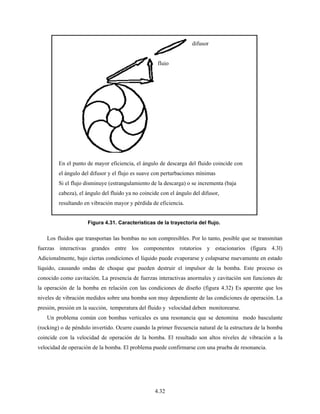
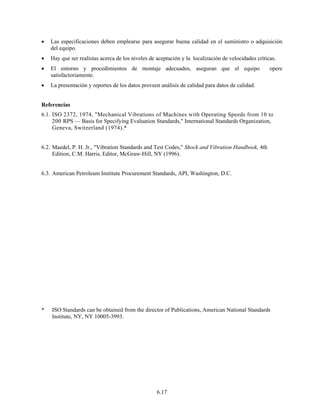
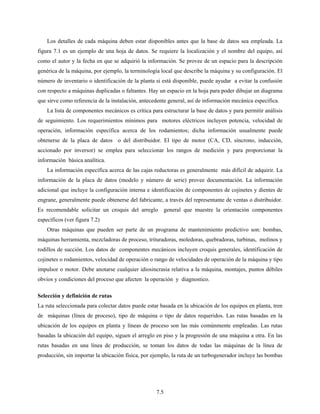
Sensores de proximidad. El sensor de proximidad (sensor de desplazamiento de no contacto, de
corrientes de remolino “eddy”) mostrado en la Figura 2.3, mide el desplazamiento estático y
dinámico de un eje con respecto a la caja del cojinete. En varias máquinas se monta en forma
permanente para monitoreo continuo (protección) y análisis. La aplicación de los sensores de
desplazamiento relativo para medir las vibraciones en las direcciones radial y axial se cubren en
detalle en la norma API 670 rotores livianos instalados en carcasas robustas tales como turbinas,
compresores, etcétera. Debido al peso y la rigidez de la carcasa, la alta vibración del rotor liviano no
afectará mucho al incremento de la vibración de la carcasa; en estos casos es necesario medir la
vibración real del eje con los captadores de proximidad. Las aplicaciones de estos captadores en la
medición de las vibraciones en las posiciones axial y radial son tratadas en detalle en el API 670 [1].
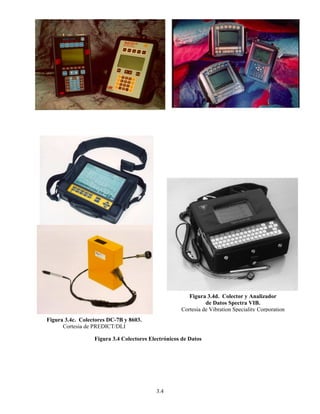
Tabla 2. 3 Selección de Medidas para varios tipos de Equipos1
Máquina
Potencia
(HP/Mw)
Giro (RPM)
Frecuencias (Hz)
Tipo de
Cojinete
Medida
Transductor
es
Caja de
engranajes de
simple
reducción
9 Mw
7,500 RPM input
1,200 RPM output
GM = 3,000 Hz
película de
aceite
desplazamiento del eje2
aceleración de la
carcasa3
captador de
proximidad
acelerómetro
Caja de
engranajes de
doble reducción
400 HP
1,800 RPM input
200RPM out put
GM=375.725 Hz
rodamientos
de 15
rodillos
aceleración y velocidad
acelerómetro
o velocidad
Turbina a vapor
18,000
HP
5,000 RPM
película de
aceite
desplazamiento del eje
captador de
proximidad
Turbina a vapor 500 Mw 3,600 RPM
película de
aceite
desplazamiento del eje
captador de
proximidad
Turbina a gas 50 Mw 9,000 RPM
película de
aceite
desplazamiento del eje
aceleración de la
carcasa
captador de
proximidad
acelerómetro
Motores de
Inducción
grandes
4,000 HP 3,600 RPM
película de
aceite
desplazamiento del eje
captador de
proximidad
Motores de
Inducción
200 HP 1,800 RPM
rodamiento
de 08
rodillos
velocidad de la carcasa
acelerómetro
o velocidad
Motores Diesel 400 HP 1,800 RPM
película de
aceite
velocidad de la carcasa
acelerómetro
o velocidad
Bombas
centrífugas de
alta eficiencia
18,000
HP
5,000 RPM
película de
aceite
desplazamiento del eje
y velocidad de la
carcasa
captador de
proximidad
acelerómetro
o velocidad](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-33-320.jpg)






![2.14
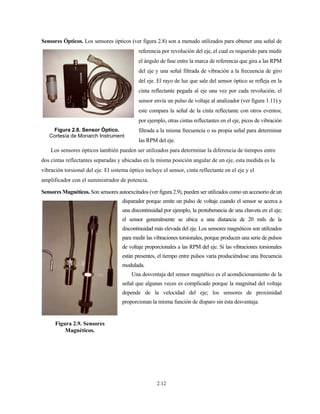
Adicionalmente, las terminales deben ser manipuladas cuidadosamente; muchos fabricantes de
acelerómetros suministran los conectores roscados Amphenol 97 seriesTM
que pueden aflojarse en el
campo causando el giro y su posterior rotura. Se puede aminorar este tipo de fallas aplicando
LoctiteTM
a todas las conexiones roscadas cuando son nuevas. Un cable de repuesto es siempre
necesario, estos cables son conectores de computadoras y deben ser manipulados con cuidado.
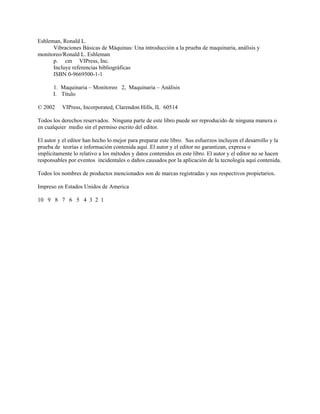
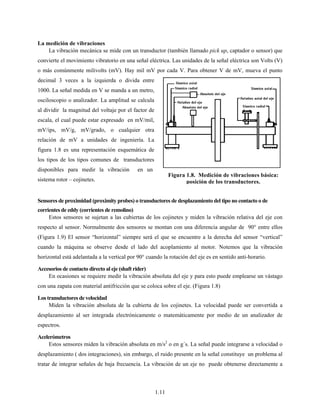
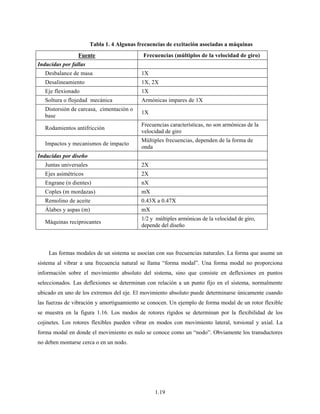
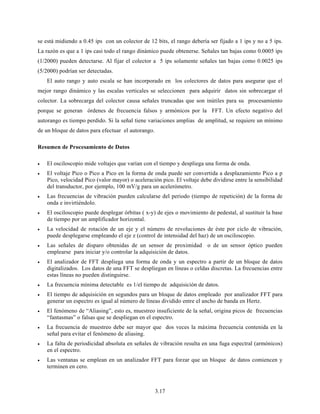
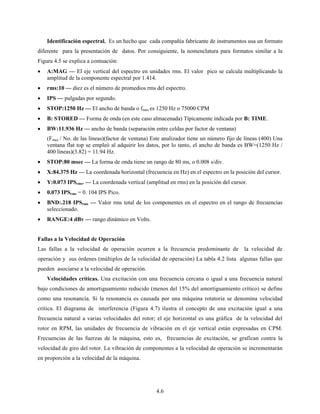
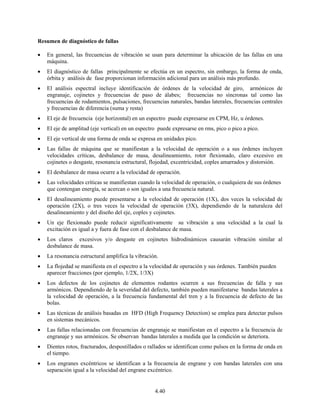
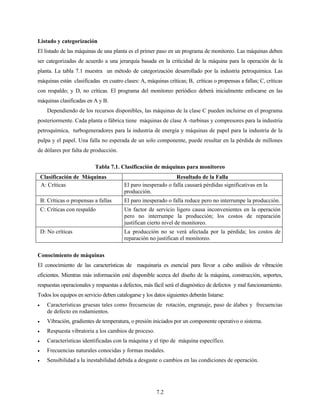
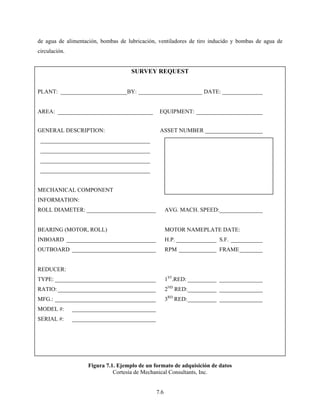
Montaje de Transductores
El método utilizado para montar el transductor de vibración, afecta la curva de respuesta del sensor,
porque la frecuencia natural del acelerómetro disminuye dependiendo del método de montaje empleado (ver
figura 2.10). El método de montaje seleccionado debería proporcionar una respuesta plana en el rango de
frecuencias que se desea analizar (ver tabla 2.4). Los datos por montaje de los transductores están disponibles
en [3], ver tabla 2.4 el montaje con espárrago sobre una superficie plana de buen acabado y limpia proporciona
la frecuencia más elevada de respuesta, la respuesta disminuye progresivamente para; cera de abejas,
pegamento epóxico y base magnética. La confiabilidad más baja de las lecturas se obtiene con la sonda manual
de 9 pulgadas, cada acelerómetro con el método de montaje elegido tiene una única frecuencia natural y un
rango de frecuencias de trabajo.
Tabla 2. 4 Rango de frecuencias aproximadas para un acelerómetro de 100 mv/g de
sensibilidad
Método de Montaje Límite de Frecuencias CPM
Sonda de 9 pulgadas 30,000
Magnético 120,000
Pegamento epóxico 150,000 a 240,000
Cera de abejas 300,000
Espárrago 360,000 a 600,000](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-41-320.jpg)









![3.8
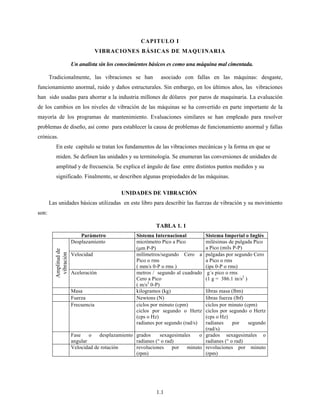
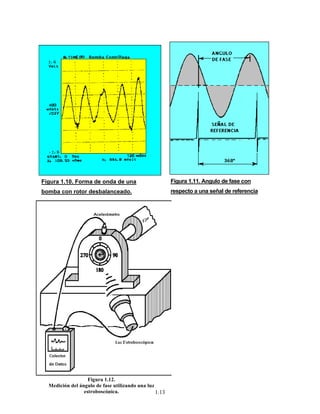
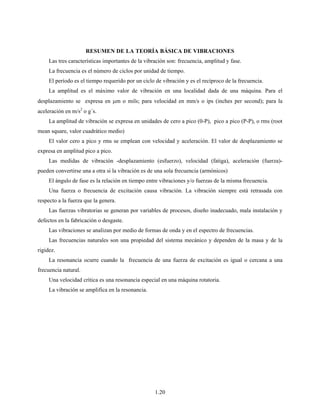
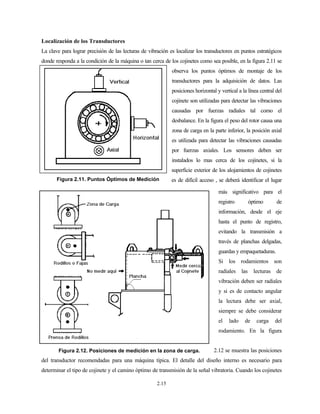
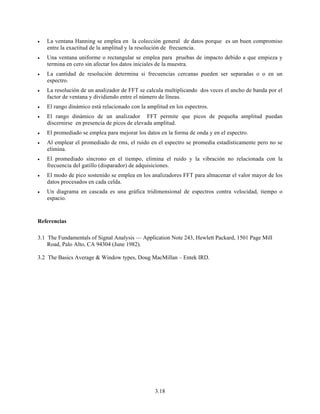
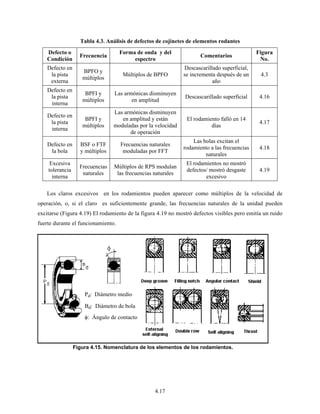
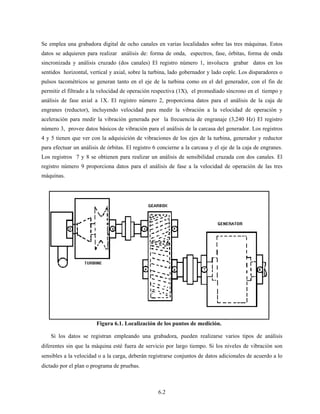
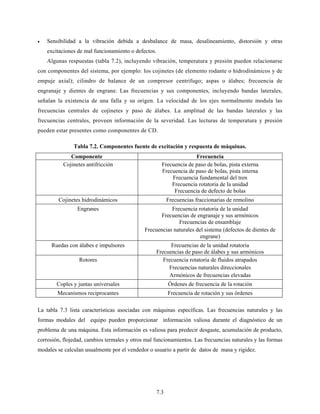
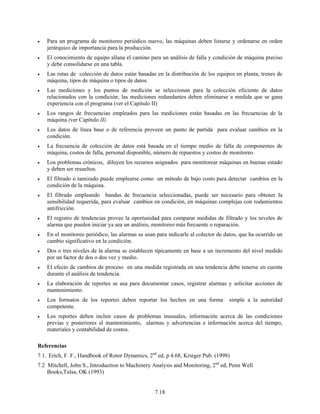
Ventanas Espectrales
El algoritmo de la FFT que cambia los datos de la
forma de onda digitalizada y almacenada en el
buffer a un espectro supone que los datos iniciales
y finales son similares [3.1] Por esta razón, el
algoritmo de la FFT requiere que los datos
comiencen y terminen con amplitud cero (Figura
3.11) Notemos que la señal reconstruida es igual a
la misma previa al muestreo. En la figura 3.12 el
muestreo no ocurrió en amplitud cero y la señal
reconstruida que se obtiene no es igual a los datos
originales. Esta forma de onda causará errores en
el espectro a los que se les conoce como fugas
(leakage), esto es, energía la energía se transmite a
frecuencias mayores. El espectro resultante
mostrado en la figura 3.13, implica impactos o
flojedad que causan pérdidas de resolución.
Notemos que la base del pico de 84 Hz es muy
ancha. Estos datos se procesaron sin usar una ventana.
Debido a que la adquisición de datos no puede controlarse para obtener un muestreo periódico, se
emplean ventanas para forzar los puntos extremos de los datos a cero (Figura 3.14). Una función
ventana se multiplica por cada muestra de la señal para obtener un registro que sea cero en ambos
extremos. Las ventanas no requieren y no deben usarse cuando se capturan datos transitorios, que
comienzan y terminan en cero. Una ventana Hanning
Figura 3.9. Relación de Muestreo.
Figura 3.10. Filtros Anti-Alias
Figura 3.11. Señal de entrada periódica en el
tiempo de registro.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-54-320.jpg)








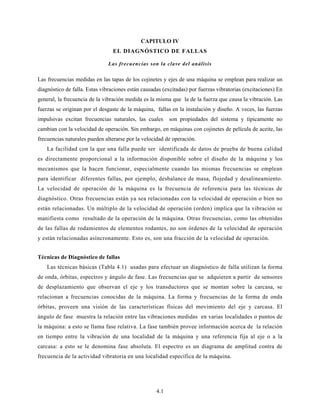










![4.14
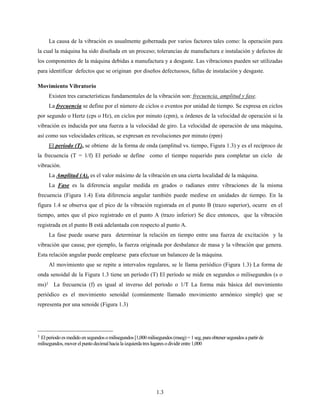
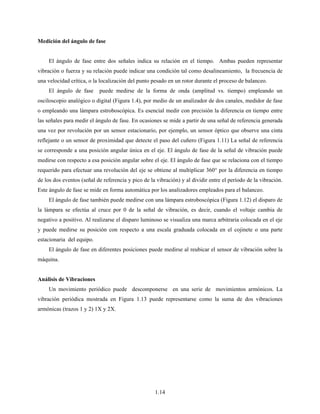
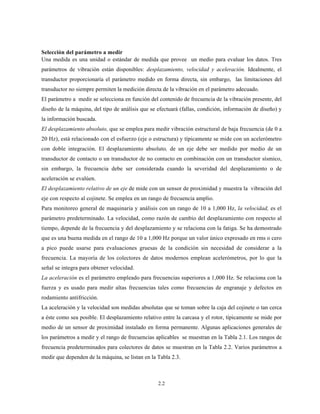
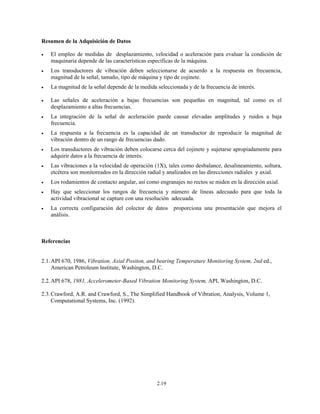
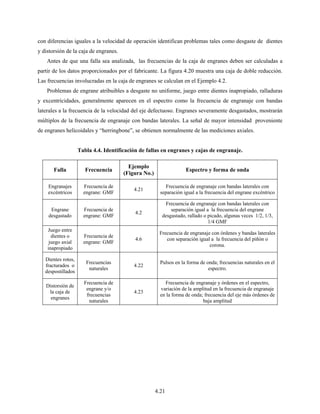
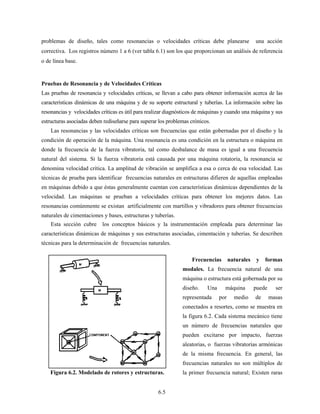
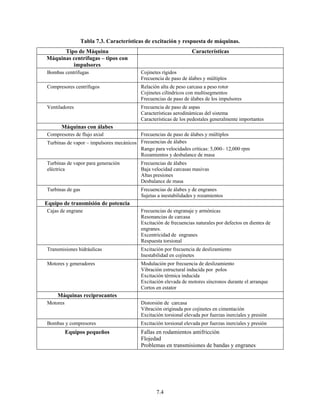
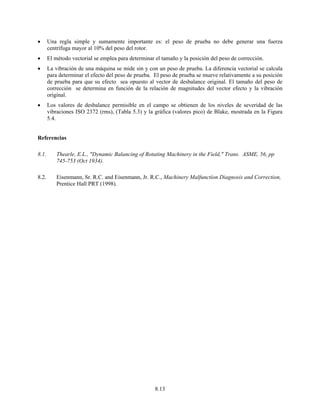
Cojinetes de elementos rodantes
Cuando un elemento rodante pasa sobre un defecto en las pistas o jaula (Figura 4.15), fuerzas
impulsivas se generan y se manifiestan a una combinación de frecuencias del rodamiento. El diseño de
la máquina determina la magnitud de las vibraciones obtenidas en el alojamiento del rodamiento.
Debido a que los niveles de aceleración -abajo de 1,000 Hz– son bajos, la aceleración no es una
medida adecuada para máquinas de baja velocidad, esto es, máquinas que operan abajo de 600 RPM. La
velocidad es la medida a elegir al evaluar fallas abajo de 1,000 Hz.
Las frecuencias de rodamientos. Los cojinetes de elementos generan frecuencias únicas a su geometría
y velocidad de operación [4.1] Cuatro frecuencias básicas pueden generarse por un rodamiento
defectuoso.
• Frecuencia de paso de bolas en pista exterior (BPFO) generada por las bolas o rodillos al pasar
sobre pistas con defectos.
• Frecuencia de paso de bolas en pista interna (BPFI) generada por las bolas o rodillos al pasar sobre
pistas con defectos.
• Frecuencia de giro de bolas (BSF) generado por defectos en las bolas o rodillos.
Figura 4.14. Excentricidad del eje de una bomba de lubricación.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-78-320.jpg)
![4.15
• Frecuencia fundamental del tren (FTF), generada por defectos en la jaula o canastilla o por
movimientos inadecuados.
• Φ = ángulo de contacto; ángulo entre la línea perpendicular al eje y del centro de la bola al punto en
donde el arco de la bola y la pista hacen constacto (Figura 4.15)
• N = número de elementos rodantes (bolas o rodillos)
• P = diámetro medio.
• B = diámetro de la bola o del rodillo; valor promedio para los rodamientos cónicos.
• RPS = velocidad de rotación, unidades en revoluciones por segundo.
Ω = RPS = RPM / 60
FTF = (Ω / 2) [1 - (B / P ) cos Φ]
BPFI = (N / 2) Ω [1 + (B / P ) cos Φ]
BPFO = (N / 2) Ω [1 - (B / P ) cos Φ]
BSF = (P / 2B) Ω [1 - (B / P )2
cos2
Φ]
Las fórmulas se dan en Hz. Si se desea ciclos por minuto (CPM), emplee RPM en lugar de RPS en
las ecuaciones. Las cuatro frecuencias de rodamiento pueden estar moduladas por la velocidad de
la unidad en RPS y causan frecuencias en bandas laterales. En algunos casos, la frecuencia
fundamental del tren o la frecuencia de giro de las bolas pueden modular frecuencias naturales o
frecuencias de paso de las bolas. Las frecuencias generadas por rodamientos defectuosos son
combinaciones de las frecuencias del rodamiento, frecuencias naturales y frecuencias de rotación
de la unidad. En la forma de onda pueden observarse pulsos.
Técnicas de medición. El análisis de vibraciones para máquinas con defectos en los rodamientos
abarca los mismos principios empleados para equipos de velocidades moderadas y bajas. (La
excepción notable son los motores de aviación) Las mediciones pueden efectuarse con transductores
de velocidad o aceleración (integrados a bajas frecuencias) Todas las medidas deben realizarse en la
zona de carga tan cerca al rodamiento como sea posible (Figura 2.12) Las medidas radiales deben
realizarse con rodamientos radiales. Las mediciones axiales pueden ser mejores para rodamientos de
contacto angular, dependiendo de la flexibilidad de la máquina. Es necesario percatarse que las
señales mayores originadas por defectos rotatorios tales como desalineamiento, desbalance de masa y
frecuencias de engranaje, pueden ocultar las amplitudes menores de las frecuencias de los
rodamientos. Es la información de frecuencia la importante. Las frecuencias discretas se manifiestan
durante las etapas tempranas de fallas de rodamientos. Las bandas laterales aparecen durante etapas
posteriores. Es por lo tanto importante usar un analizador con resolución adecuada para determinar](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-79-320.jpg)
![4.16
la frecuencia de operación y las bandas laterales de la frecuencia fundamental del tren. La forma de
onda contiene pulsos en las etapas iniciales de fallas de los rodamientos.
Ejemplo 4.1: Cálculo de las frecuencias de los elementos de los rodamientos.
Rodamiento No. SKF 230-600
B = 2.598 pulg.
P = 29.11 pulg.
Φ = 8.166°
N=29
Ω = RPM/60 = 213/60 = 3.55 RPS
(B/P) cos Φ = (2.598/29.11) 0.9899 = 0.0883
BPFO = (29/2) 3.55 [1 - 0.0883] = 46.9 Hz
BPFI = (29/2) 3.55 [1 + 0.0883] = 56 Hz
FTF = (3.55/2) [1 - 0.0883] = 1.6 Hz
BSF = [29.11/(2) (2.598)] 3.55 [1 - 0.08832
] = 19.7 Hz
Técnicas de análisis. El análisis de vibraciones de banda angosta de los cojinetes de elementos
rodante involucra los pasos siguientes:
• Cálculo de las frecuencias de rodamientos.
• La medida y análisis de las señales de vibración.
• Identificación de bandas laterales y frecuencias centrales en el espectro.
• Evaluación de la forma, la energía y la amplitud del espectro y forma de onda.
Defectos. La tabla 4.3 es una sinopsis de los defectos de rodamientos y sus síntomas. La figura 4.3 y las
figuras 4.16 a 4.19 son ejemplos de los síntomas de los defectos de los rodamientos descritos en la tabla. Un
defecto pequeño en la pista interna o externa de un rodamiento produce líneas espectrales discretas a la frecuencia
apropiada del rodamiento y a sus órdenes. La BPFI (Frecuencia de Defecto de la Pista Interna) de 42 Hz (Figura
4.16) y sus armónicos de 84, 124, y 166 Hz fueron medidos en un rodamiento que mostraba descascarillado
superficial. La vibración proveniente del rodillo pasando por el defecto puede observarse en la forma de onda.
Las bandas laterales aparecen conforme la condición del rodamiento se deteriora. La figure 4.17 es el espectro de
un rodamiento que falló dos semanas después de que fue analizado. Notemos las frecuencias centrales
correspondientes al rodamiento y sus órdenes rodeados de bandas laterales. Las bandas laterales tienen una
separación igual a la velocidad del eje. La figura 4.18 es el espectro de un rodamiento con un defecto de jaula. La
FTF de 6 Hz y sus armónicos modulan frecuencias naturales en la unidad a 78, 151 y 224 Hz. A pesar de que la
amplitud es inferior a 0.03 IPSrms, la condición del rodamiento es crítica, y debe retirarse.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-80-320.jpg)


![4.20
Los métodos de detección de alta frecuencia, incluyen dos tipos de medición: Uno es el valor único de
la suma de energía en un rango filtrado de vibración, típicamente 5 kHz. a 60 kHz; el segundo es una
representación espectral de una señal filtrada que ha sido amplificada y demodulada con respecto a la
amplitud y/o frecuencia. El propósito es visualizar información repetitiva para que pueda ser evaluada en
un espectro tradicional, ya sea HFD o la envolvente.
La respuesta a altas frecuencias debe ser medida con un acelerómetro. Los límites superiores de los
rango de frecuencia de medida lineal son de 5 kHz. a 10 kHz. y tan altos como 25 khHz., dependiendo del
acelerómetro usado. Debido a que la frecuencia natural del acelerómetro es siempre mayor al rango lineal
de medición, se produce cierta amplificación debida al rango de respuesta de la frecuencia natural
cuando se utilizan medidas globales.
Las lecturas de valores únicos son los más comunes que se utilizan en conjunto con un sistema de
mantenimiento predictivo basado en computadora y son más efectivos cuando se realiza u análisi de
tendencia en puntos específicos de la máquina. El rango de valores cambia con los acelerómetros, aún
con los mismos modelos del producto. Los datos son más consistentes si el montaje del transductor es
consistente. El montaje magnético proporciona el mayor costo-beneficio de los datos. Los datos únicos
deben ser conciliados con la velocidad de la máquina, es decir, altas velocidades generan valores más
altos. Ninguna información de diagnóstico directo está disponible con lecturas únicas. El analista debe
basar su juicio en las lecturas, la historia de la máquina y otras mediciones, estén o no relacionadascon
vibraciones.
Los siguientes mecanismos y condiciones pueden causar lecturas elevadas. Esta lista no incluye a
todos. Incluye impactos, rozamientos, lubricación inadecuada, turbulencia de flujo en sistemas de
bombeo, malas condiciones de los sellos mecánicos, fugas de alta presión (vapor aire), y precargas y
ajustes por interferencia inadecuados. La mejor acción costo/beneficio más efectiva, cuando las
mediciones de alta frecuencia sean elevadas, es la lubricación del rodamiento.
Cajas de engranes
Las cajas de engranes generan vibración de alta frecuencia como resultado de la función de
engranaje de la caja. A mayor número de dientes del engrane, engranados en un instante dado,
más suave será el funcionamiento de la caja. Las fallas de los engranes y sus síntomas se
resumen en la tabla 4.4. Tanto la forma de onda como el espectro deben analizarse. El deterioro
de la condición complica el análisis de falla.
El hecho que los pulsos observados en la forma de onda identifiquen dientes de engrane rotos fue
observado por primera vez por Taylor [4.1] Otros impactos tales como el choque de dientes de engranes
también pueden producir pulsos en la forma de onda. Las frecuencias de engranaje con bandas laterales](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-84-320.jpg)
![4.22
Las cajas de engranes con
engranes rectos deben
medirse en la dirección
radial. La caja mostrada en la
figura 4.21 tiene un piñón
excéntrico. Bandas laterales
con diferencia de la
velocidad de operación del
piñón (1,800 RPM) pueden
observarse alrededor de la
frecuencia de engranaje (730
Hz) Los datos mostrados en
figura 4.2 fueron tomados de
una caja de reducción simple
de gran tamaño con engranes
desgastados. Notemos la
componente a ½ de la
frecuencia de engranaje. Esta
caja tiene un factor común
de dos entre los dientes. Los
datos mostrados en la figura
4.6 fueron tomados de una caja de doble reducción con cambio de dirección de ángulo recto. La
velocidad de entrada es de 1776 RPM y un engranaje tipo “bevel” (frecuencia de engrane 730 Hz) y
un engrane helicoidal de baja velocidad (frecuencia de engrane 466.6 Hz) El ajuste incorrecto del
juego axial “back lash” de esta unidad causa múltiplos a la frecuencia de engranaje con bandas
laterales con diferencia igual a la frecuencia de entrada. La forma de onda proporciona la mejor
información para identificar dientes rotos, fracturados o despostillados [4.1] Aparecen pulsos a un
frecuencia igual al número de dientes defectuosos multiplicados por la frecuencia del eje (Figura
4.22) a menos de que más de un diente dañado esté engranado simultáneamente. En esta instancia, un
diente despostillado en el piñón apareciendo en un pulso cada 46.5 milisegundos. Problemas con
desalineamiento y distorsión generalmente se identificados en la forma de onda como modulación de
la frecuencia de engranaje (Figura 4.23) El estira y afloja de la frecuencia de engranaje mostrada en
la forma de onda se identifican como frecuencias de diferencia en el espectro a la velocidad del eje
de entrada.
Figura 4. 20 Diagrama esquemático de una caja de engranes
de doble reducción.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-86-320.jpg)


![4.25
operar a un número de velocidades fijas por el número de polos. La relación que existe entre la velocidad
síncrona del motor (sin carga), número de polos y la frecuencia de línea se expresa en la siguiente
ecuación sencilla. La frecuencia síncrona de la velocidad del motor es la frecuencia del campo magnético.
Velocidad síncrona del motor (SMS*) = 2 veces la frecuencia de línea / número de polos
*synchronous motor speed
Un motor de inducción se desliza-esto es,
no opera a la velocidad síncrona del
motor- debido a la carga. La diferencia
entre la velocidad síncrona del motor y la
velocidad real del motor se llama
deslizamiento (Ejemplo 4.4).
La figura 4.24 es un corte de la sección de
un motor de inducción. Los problemas
mecánicos que afectan a las máquinas
rotatorias también causan problemas en
motores eléctricos, incluímos:
a) desbalance de masa, flojedad,
resonancia, desalineamiento,
excentricidad, defectos de los cojinetes y
distorsión. Adicionalmente, los motores
eléctricos son sensibles a fallas comunes de origen mecánico que inducen fallas eléctricas y
generan vibraciones mecánicas (Tabla 4.5)
b) Variaciones en el entrehierro, incapacidad de permanencia en el centro magnético, flexibilidad
del estator, barras rotas o flojas del rotor y laminaciones en corto.
Una tabla completa de causas, verificaciones y soluciones para problemas mecánicos y eléctricos en
motores de corriente alterna ha sido publicado [4.3] El funcionamiento eléctrico defectuoso en el estator
causa vibraciones a dos veces la frecuencia de la línea (120 Hz) y bandas laterales al número de polos por
las frecuencia de deslizamiento. Las vibraciones con frecuencias iguales al número de barras del rotor o
ranuras del estator por la velocidad de operación del motor se manifiestan en un rotor excéntrico, o si el
número de ranuras del estator es similar al número de barras del rotor. Las barras rotas del rotor generan
vibración a la frecuencia de operación con bandas laterales con separación igual al número de polos por
la frecuencia de deslizamiento.
La vibración anormal más típica en motores de inducción de dos polos está asociada con variación en el
entrehierro. Un motor con una armadura desbalanceada o excéntrico u otra condición mecánica (por
Ejemplo 4.3: Cálculo de velocidad síncrona del motor.
¿Cuál es la velocidad síncrona de un motor de inducción de
8 polos, que opera a 60 Hz de potencia?
SMS = (2) (60) / 8 =
(15 ciclos/s) (60 s/min) = 900 RPM
Ejemplo 4.4: Cálculo de la frecuencia de deslizamiento
para un motor de inducción.
Un motor de inducción de 4 polos opera a 1774 RPM
¿Cuál es la frecuencia de deslizamiento en Hz?
SMS = (2)(60Hz) / 4 = 30 Hz
Frecuencia de deslizamiento = 30 Hz - (1774/60)Hz
= 0.433 Hz o 26 CPM](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-89-320.jpg)






![4.33
Caso de estudio de recirculación. Este caso de estudio es un ejemplo excelente de los problemas que
ocurren cuando una bomba opera presiones elevadas [4.4] Una bomba de velocidad fija tiene únicamente
una presión de descarga a la cual el ángulo de flujo del fluido que sale del impulsor coincide con el
ángulo del difusor. La operación a cualquier otro punto puede resultar en una operación ineficiente y
vibración excesiva.
Rodamiento antifricción estaban fallando a intervalos de seis semanas en una bomba con carcasa
partida horizontalmente y con capacidad de 2400 galones por minuto (gpm) a 300 pies de carga dinámica
total (cabeza total) Podía observarse que el rotor se desplazaba en dirección axial a baja frecuencia. Una
curva de cabeza VS flujo, se solicitó para determinar si la bomba estaba operando cerca o no de su punto
de máxima eficiencia (BEP) La presión de descarga de un manómetro mostró que la bomba estaba siendo
operada a un flujo muy reducido hacia el lado izquierdo de la curva de la bomba. La etiqueta en el tubo
del orificio de recirculación indicaba que el diámetro era de dos pulgadas. El diseño de la bomba requería
que la placa del orificio tuviese un diámetro de tres pulgadas para asegurar el flujo mínimo correcto. La
recomendación fue reemplazar la placa de orificio. Cuando se retiró, se halló que el diámetro era de sólo
una pulgada.
Esta bomba horizontal estaba llenando un tanque varios pisos arriba. Cuando el fluido en el tanque
alcanzaba un nivel predeterminado, se cerraba una válvula del mando. Como resultado, la única descarga
para la bomba era la línea de recirculación. Debido a que el orificio en la línea de recirculación era muy
pequeño, la bomba estaba operando a una presión de descarga elevada.
Figura 4.32 Curva de flujo VS cabeza](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-97-320.jpg)
![4.34
Cuando las bombas se forzan a operar a flujos reducidos tan drásticamente se incrementa la presión
en uno lados del rotor y posteriormente en el otro debido a la recirculación. El resultado es fuerzas y
vibraciones oscilatorias de baja frecuencia (figura 4.33) que pueden causar fallas rápidas en rodamientos
antifricción que no están diseñados para soportar la carga extra axial. Todos las bombas con movimiento
axial de baja frecuencia del rotor, deben examinarse para determinar si están operando contra una presión
de descarga excesiva.
Caso de estudio de cavitación. La bomba de este caso estaba operando con baja presión a la
descarga [4.4] El resultado es que la bomba estaba operando con el fluido en cavitación.
Durante el monitoreo inicial de las vibraciones, se descubrieron altos niveles de vibración en la
bomba de circulación de una central eléctrica. Se detectaron altos niveles en la dirección horizontal del
cojinete lado cople del motor y en la dirección axial del cojinete lado libre del motor. Un espectro de
ancho de banda amplio no contenía frecuencias mecánicamente relacionadas identificables. Un espectro
del nivel de vibración del cojinete del motor lado cople, se muestra en la figura 4.34.
Se descubrió que algunas de las bombas estaban operando solamente contra diez pies de presión a la
descarga. Se obtuvo una copia de la curva de cabeza flujo de la bomba. La capacidad de diseño de la
bomba era de 156,000 gpm a una cabeza de 38 pies. La curva de cabeza terminaba a una presión de 15
pies, indicando que la operación con solamente diez pies de presión ni siquiera se había considerado por
el fabricante. Un flujo estimado de 200,000 gpm se obtuvo al proyectar la curva de cabeza-flujo a una
presión de descarga de diez pies. Para verificar esta condición, las válvulas de descarga en el condensador
se cerraron parcialmente para aumentar la presión de descarga a un nivel más cercano al punto de diseño.
Cuando las válvulas se cerraron parcialmente, la vibración disminuyó a un nivel aceptable.
Una bomba de circulación que se retiró para su reparación, se encontró con daños serios en la
campana de succión. Se concluyó que el daño resultó por cavitación. Para verificar esta teoría se instaló
una cámara en la campana de succión de la bomba para determinar si efectivamente ocurría cavitación.
Los resultados dejaron poca duda de que efectivamente la cavitación era el problema. El cierre parcial de
las válvulas de descarga del condensador redujeron dramáticamente la cavitación.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-98-320.jpg)







![5.2
cojinetes de película de aceite ya que permite determinar directamente la cantidad de claro del cojinete
que está ocupado por la vibración.
Los espectros de vibración se emplean cuando se requiere detalle principalmente para la vigilancia.
Cada línea de un espectro se compara ya sea por computadora o manualmente contra un estándar o datos
base. Los sistemas de monitoreo automático pueden comparar las formas de los espectros punto a punto y
las medidas globales contra espectros base o estándares.
Una o más medidas de vibración (desplazamiento relativo, velocidad o aceleración) se monitorean
dependiendo del diseño de la máquina. Los factores de diseño y las características de operación que
influyen en la condición de una máquina incluyen la velocidad y la resistencia a la fatiga de un rotor. Las
características de los cojinetes tales como el claro son también importantes (figura 5.1) La relación de
excentricidad determina en dónde opera el muñón dentro del cojinete (la razón de excentricidad es la
relación de la excentricidad -distancia entre el centro del muñón y el centro del cojinete- con el claro
radial (ver figura 5.1)) Las cargas sobre la máquina también deben considerarse. La diversidad de diseños
de máquinas, instalación y condiciones de operación han hecho imposible el desarrollo de estándares
absolutos, guías y patrones que pueden emplearse en conjunto con los sistemas de monitoreo para
proteger a las máquinas. Por lo tanto, aunque los sistemas que monitorean la condición de las máquinas
pueden adquirir datos rápidamente, estos datos tienen valor para la comparación y la interpretación
solamente si se han desarrollado criterios y límites para una clase de máquinas o una máquina individual
durante su operación. No obstante, existen lineamientos generales que pueden ser empleados para
desarrollar y establecer los criterios y límites adecuados [5.1] Este capítulo trata sobre los lineamientos y
las técnicas ahora disponibles para el establecimiento de criterios y límites de vibración para máquinas
específicas.
Los lineamientos para determinar niveles de vibración aceptables, se basan en mediciones de
vibración del eje o de la carcasa. La vibración del eje se emplea para evaluar la condición de la máquina
cuando existen movimientos relativos grandes entre el eje y el cojinete y una relación alta del peso de la
carcasa a peso del rotor2
. Se incluyen las máquinas con cojinetes de película de aceite excepto bombas
centrífugas y algunos generadores. La vibración medida sobre la carcasas o sobre la tapa de cojinete se
emplea en los programas establecidos para monitorear la condición de máquinas con rodamientos
rígidos. Tanto los cojinetes de elementos rodantes como los de película de aceite pueden ser rígidos, sin
embargo su flexibilidad con respecto al resto del sistema es importante.
2
Nota del traductor: Ejemplos típicos son turbinas de vapor y compresores con carcasas masivas.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-107-320.jpg)
![5.3
Vibración en ejes. La vibración en ejes se mide con sensores de proximidad en o tan cerca como sea
posible a los cojinetes. Estas medidas son útiles si el movimiento relativo cuenta con la sensibilidad
adecua. Una máquina con un cojinete rígido no es suficientemente sensible.
Si se emplean dos sensores en un cojinete, la órbita del eje así como la posición del mismo dentro del
cojinete, puede obtenerse mientras la máquina está en operación. Las medidas con sensores de
proximidad permiten establecer el punto de equilibrio del eje. La señal dinámica proporciona la posición
instantánea. De esta información es posible obtener una evaluación precisa de la condición del cojinete.
La figura 5.2 muestra los lineamientos para evaluar la vibración del eje cuando se emplean sensores de
desplazamiento relativo. Se proporcionan límites para operación de normal, de vigilancia o alarma y
peligro o paro. Adicionalmente, la evaluación de la condición de las máquinas basada en el
desplazamiento del eje se ha publicado por la Organización Internacional de Normas (ISO) [5.3]
Vibración en Cojinetes
Un método ampliamente empleado para evaluar la vibración de un eje en un cojinete de película de aceite,
es la comparación de la vibración relativa del rotor contra el claro del cojinete. En la tabla 5.1 se relaciona
el claro del cojinete, la velocidad del rotor y la vibración relativa, con acciones acciones de
mantenimiento recomendadas. En la tabla 5.1. se muestra la relación R/C de la vibración relativa medida
Figura 5.2. Diagrama de Dresser- Clark para medidas de turbomaquinaria en eje
empleando sensores de proximidad [5.2].](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-108-320.jpg)

![5.5
Ejemplo 5.1: Determinación de la condición y de la acción de mantenimiento (tabla 5.1)
Determine la condición y el mantenimiento requerido de acuerdo a la Tabla 5.1, a partir de los datos del
motor mostrado en la figura 4.8. La velocidad es cerca a 3,600 RPM y el claro diametral es de 225 µm. El
desplazamiento máximo es 110 µm pico a pico. Por lo tanto:
R/C = 110 µm pico a pico / 225 µm pico a pico = 0.49
Esta unidad está en una condición marginal debido a un excesivo desbalance de masa. Está operando
cerca del nivel de disparo (paro inmediato) y convenientemente debe ser balanceado en el siguiente paro
programado. Dependiendo de la fecha de la instalación del cojinete, la inspección del mismo durante el
paro programado sería prudente.
Vibración en Carcasa
En algunas máquinas se transmiten grandes fuerzas vibratorias de los cojinetes a la carcasa. Las
mediciones de vibración deben realizarse sobre la tapa del cojinete o en un punto de la carcasa, lo más próximo
al cojinete como sea posible. Deben emplearse transductores de velocidad o aceleración para medir la
vibración. El tipo de mediciones que se realicen dependen del diseño y de las condiciones de operación de la
máquina. La base teórica que relaciona los límites de severidad de vibración entre el eje y la carcasa se han
investigado[5.4]
La mayoría de las tablas y gráficas disponibles para evaluar los límites de vibración sobre tapa de cojinetes
[5.5] son aplicables a máquinas de propósito general. Los límites están basados en la vibración pico o rms global
y se desarrollaron para la componente a la velocidad de giro.
Un gráfica de Blake modificada se muestra en la figura 5.4 y está relacionada con la vibración global pico
ajustada con un factor de servicio para obtener desplazamiento efectivo, velocidad o aceleración. La vibración
pico sobre la tapa del cojinete debe ser medida utilizando la forma de onda o un circuito de detección de pico.
Notemos que los ejes horizontal y vertical de la gráfica son logarítmicos. Se emplean para comprimir las escalas
de tal forma que el rango entero de datos pueda aplicarse a una gráfica única. En este caso, los datos desde 0.25
a 250 mm/s (0.01 a 10 ips) pueden evaluarse con un rango dinámico adecuado. La velocidad y tipo de la
máquina tienen que observarse. El nivel de vibración se aplica a la figura 5.4 a la velocidad apropiada para
obtener la condición de la máquina. Por ejemplo, un turbogenerador con una vibración medida de 3.75 mm/seg
(.15 ips) cae dentro de la región "alguna falla" de la gráfica (figura 5.4) Las acciones de mantenimiento
recomendadas en la tabla 5.2 para valores de velocidad pico o rms, están basados en una gran cantidad de datos
colectados en campo. La figura 5.5 contiene datos que se tomaron de una bomba centrífuga de un solo paso
operando a 1,770 rpm. La vibración pico medida es de 44 mm/s (1.7 ips), como de observa en la forma de onda
de la figura 5.5.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-110-320.jpg)

![5.7
FRECUENCIA FUNDAMENTAL Hz o cps
Figura 5.4. Gráfica de Blake modificada: límites de vibración para mediciones tomadas en tapas de
cojinetes [5.5]
TIPO DE FACTOR DE
MÁQUINA SERVICIO
Motor electrico bomba-
o ventilador de un paso 1
Maquinaria típica no-crítica 1
Turbogenerador, compresor
centrífugo, bomba multi etapas 2
Maquinaria típica crítica 2
AA PELIGRO
A FALLA AGUDA
B ALGUNA FALLA
C FALLA MENOR
D SIN FALLA
NOTA: LOS ESTÁNDARES
DADOS PRETENDEN SER UN
AUXILIAR PARA TOMAR UNA
DECISIÓN CORRECTA. SIN
EMBARGO, NO REEMPLAZA EL
BUEN JUICIO: EMPLEARLOS
CON CUIDADO](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-112-320.jpg)
![5.8
Los criterios y los límites para los niveles de vibración medidos en la carcasa aún no se han formalizado para
máquinas específicas. Los lineamientos globales que utilizan un factor de servicio se han establecido para evaluar
las fallas a una vez por revolución [5.5], se basan en las mediciones sobre la carcasa expresadas en velocidad
pico, y se han adecuado al comparar los datos medidos en máquinas específicas con problemas conocidos a los
niveles dados en los criterios. En medidas subsecuentes la vibración efectiva evaluada por medio de los
lineamientos se obtiene multiplicando la vibración medida por el factor de servicio. Por ejemplo, si 7.5 mm/s (0.3
ips) se encontró satisfactorio para un soplador rotatorio, un factor de servicio de 5 / 7.5 = 0.667 se establecería
para la gráfica de Blake. Los factores de servicio no pueden establecerse a partir de una medición: Se requiere
una muestra estadística de la relación entre la condición de la máquina y la vibración medida.
Los niveles de aceptación mostrados en la tabla 5.3 [5.6] incluyen una gran variedad de equipos y se aplican a
equipos nuevos y reparados. Los datos fueron desarrollados a partir de la experiencia con la vibración sobre tapas de
cojinetes medida como velocidad de vibración rms [5.6., 5.7].
Figura 5.5. Vibración de bomba centrífuga](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-113-320.jpg)
![5.9
Los límites están basados en el tamaño de la máquina. Si el colector de datos provee información rms o pico
derivado (1.414 x rms), se debe emplear la gráfica ISO [5.6] o la tabla 5.2 para la evaluación.
Ejemplo 5.2: Determinación de la condición y acción de mantenimiento (tabla 5.2)
Determinar la condición y la acción de mantenimiento requerida de acuerdo a los datos
registrados sobre una bomba de lubricación mostrada figura 4.14. La bomba opera a 3,488
rpm y tiene un valor rms de 3.08 mm/s (0.12 ips) Por lo tanto, el nivel debe compararse
contra una gráfica expresada en valores rms (tabla 5.2) De acuerdo a esta tabla, la unidad
se encuentra en la zona de vigilancia y debe ser monitoreada para detectar cambios en los
niveles de vibración.
Resumen:
• En general, la severidad de
condición de las máquinas se evalúa
usando la amplitud de vibración.
• Como resultado de una variación en
el diseño y señales de baja intensidad,
los rodamientos antifricción y los
engranes, requieren de una evaluación
de amplitudes y frecuencias.
• Las medidas principales para la
vibración registrada en tapas de
cojinetes (carcasa) son: velocidad y
aceleración pico o rms.
• Todas las medidas de vibración en
tapa de cojinete deben estar indicadas
en valores rms o pico y no deben
mezclarse.
• La severidad de vibración de ejes
se evalúa empleando sensores de
desplazamiento relativo
(desplazamiento pico a pico), claro
diametral velocidad del eje.
• La vibración del eje es la medida
preferida para evaluar máquinas que
tienen una elevada relación de peso de
carcasa a rotor. Al medir sobre
carcasa debe usarse un valor significativo de factor de servicio ( 3 - 5)
rms rangos de
severidad de
vibración
Severidad de vibración para diferentes
clases de máquinas
mm/s Clase I Clase II Clase III Clase IV
0.028
A
A
A
A
0.045
0.071
1.12
B
1.8
B
2.8
C B
4.5
C B
7.1 D C
11.2 D C
18.0 D
28.0
D
45.0
* Las letras A, B,C, y D representan grados de calidad de vibración de
máquinas, en un rango BUENO (A) a NO-ACEPTABLE (D)
Clase I: Componentes individuales, íntegramente conectados a la
máquina en condiciones de operación normal (i.e., motores
eléctricos hasta 15 kW, 20 HP)
Clase II: Máquinas medianas (i.e. motores eléctricos de 15- a 75-
kW y máquinas de 300-kW montadas en bases especiales)
Clase III: Grandes máquinas motrices montadas sobre bases rígidas
y pesadas.
Clase IV: Grandes máquinas motrices montadas en estructuras
relativamente flexible y ligeras.
Tabla 5.3. ISO 2372 1974 [5.6]](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-114-320.jpg)



![6.4
colectores de datos modernos pueden efectuar 95% del trabajo, incluyendo el almacenamiento de
datos.
Si se emplea un colector de datos para almacenar los mismo, éstos deben ser elaborados o extensos
debido a que el reprocesamiento no es posible. Por otro lado, los datos registrados por una grabadora
pueden procesarse para obtener la información óptima dentro del rango de frecuencias característico de
la grabadora.
Inspección del sitio
Independientemente del tipo de plan de adquisición de datos, la inspección y la evaluación del sitio son
importantes. Debe conocerse el estado de la tornillería, cimentación, “grouting”, tuberías y
condiciones térmicas. Estos factores son los causantes de vibración excesiva en muchas ocasiones. Es
necesario eliminar las componentes de vibración cuando el equipo no está operando (vibración
ambiental), de las vibraciones cuando el equipo está en operación, obteniendo el datos promediados en
el tiempo.
Pruebas de aceptación
Las pruebas de aceptación están basadas en las especificaciones de compra que incluyen
procedimientos, puntos de medición, condiciones de proceso, medidas y su procesamiento y niveles
aceptables de vibración. Si no existen especificaciones, debe efectuarse una prueba de línea base (firma
espectral) y comparar los datos contra estándares de vibración generales. La prueba de línea base debe
reflejar las condiciones de operación de la máquina y su entorno lo mejor posible.
La especificación de compra debe incluir procedimientos de prueba así como niveles aceptables de
vibración, es decir, deberá ser similar a los estándares ISO. Por ejemplo, ISO 10816 [6.1] contiene
información acerca del montaje del equipo, las medidas a emplearse, la localización de los transductores
y niveles de aceptación. También está disponible un listado de números de código y estándares para
máquinas[6.2]
Pruebas de línea base o de referencia
Las pruebas de referencia se llevan a cabo antes y durante el programa de monitoreo. La prueba de
línea base o referencia se emplea para determinar la naturaleza y el nivel de las vibraciones normales de
una máquina. Es un hecho conocido que máquinas diferentes operan normalmente a niveles de
vibración diferentes y en muchos casos son mayores que los niveles de severidad general (ver Capítulo
V) Cuando los niveles vibración de línea base o de referencia cambian, puede determinarse la condición
y, en su caso, realizar las acciones de mantenimiento requeridas. Adicionalmente, si la vibración
inicialmente es alta como resultado de una instalación, por ejemplo: alineación, pie suave, distorsión o](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-119-320.jpg)





![6.11
forma que el tiempo de adquisición de datos es irrelevante. El descenso en amplitud a prácticamente 0
manifestado a 2,400 rpm, revela que el rotor está flexionado.
Empleo de gráficas polares. La figure 6.9 es una gráfica polar generada por un filtro seguidor
síncrono de una prueba de arranque de un turbogenerador. La gráfica muestra amplitud y fase de la
vibración síncrona a varias velocidades. El filtro seguidor grafica la parte real (amplitud por el coseno
del ángulo de fase) y la parte imaginaria (amplitud por el seno del ángulo de fase) a varias velocidades.
El bucle pequeño de la figura 6.9 identifica la primer velocidad crítica del generador (1,000 rpm) El
bucle mayor corresponde a la segunda velocidad crítica 2,250 rpm.
En suma, un filtro seguidor es el mejor para efectuar pruebas de ascenso y descenso de velocidad
de corta duración. La vibración se muestra en el ancho de banda filtrado, el cual está gobernado por una
marca de referencia generada por un sensor de proximidad-cuñero o un sensor óptico-cinta reflectante.
Los niveles de vibración pico y los cambios de fase indican las velocidades críticas.
El analizador o colector de datos de un solo canal puede emplearse para realizar pruebas de impacto
ya sea en el dominio del tiempo o frecuencia. El disparo puede ser libre o provenir de un martillo
instrumentado. Los picos de vibración indican resonancia. Durante las pruebas de impacto debe
emplearse una ventana uniforme o rectangular (no ventana) Algunos analizadores cuentan con ventanas
especiales para realizar pruebas de impacto.
Pruebas de falla, condición y balance
Las pruebas de análisis de falla y de evaluación de condición, se cubren en el Capítulo IV y Capítulo V
respectivamente. El balanceo se cubre en el Capítulo VIII.
Especificaciones
El propósito de preparar una especificación para equipos nuevos o reparados es para procurar equipos y
servicios de calidad, evitar malentendidos, resolver diferencias de opinión antes de la compra y
establecer una metodología sin controversias para la pruebas del equipo. La idea es que todos los que
participan en el proceso de adquisición deben entender y estar de acuerdo sobre las reglas de evaluación.
Los niveles de vibración aceptables especificados deberían ser realistas para el tipo y servicio de la
máquina que esta siendo adquirida. Un nivel de vibración 1.25 mm/s rms no se especificaría para una
máquina reciprocante a menos que tuviese un montaje aislante especial.
Es preferible usar los estándares API [6.31] o ISO [6.1] como lineamientos para preparar
especificaciones. La medida especificada, debe ser única y definida con precisión. La velocidad de
vibración debería especificarse claramente en unidades de mm/s: pico global, pico derivado (1.414
x valor rms global), pico de componente, o valor rms global de cierto ancho de banda medido. Los](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-126-320.jpg)





![CAPÍTULO VII
MONITOREO PERIODICO
El monitoreo redituable significa mayores ganancias, reconocimiento
y una mejor calidad de vida.
Desde que el monitoreo periódico de vibraciones de máquinas se inició en los años setentas, se ha
convertido en el principal componente de los programas de mantenimiento predictivo en muchas
industrias. La aparición del colector electrónico de datos ha hecho redituable la colección rutinaria de
datos, el análisis de tendencias y análisis de datos. Un individuo puede monitorear efectivamente los
miles de puntos de datos relacionados con la condición de muchas máquinas. Por otro lado, el monitoreo
continuo provee protección y la capacidad para evaluar equipos críticos [7.1] El análisis de aceite, la
termografía y el monitoreo de corriente eléctrica se usan en conjunto con el análisis de vibraciones en
programas de mantenimiento predictivo no invasivos. Este capítulo sobre el monitoreo periódico incluye
información acerca del desarrollo del programa, que incluye categorización y el listado de máquinas,
determinación de rutas; puntos de medición y espectros base, frecuencia de colección de datos, análisis
de tendencias, alarmas, acciones recomendadas de mantenimiento y reportes.
Las máquinas se seleccionan para el monitoreo y las prioridades de éste se establecen antes de
realizar planes detallados. Los datos de base se usan para definir las condiciones normales de operación
de una máquina y para establecer los datos requeridos para un monitoreo efectivo. La meta de cualquier
programa de monitoreo es seleccionar las medidas que proporcionen la mayor sensibilidad a cualquier
cambio en la condición de la máquina y que a la vez no son muy complejas y no requieran de un
procesamiento de datos extenso. Debe escogerse un procedimiento para cada máquina, cuando se inicia
un programa y se modifica luego de obtener información nueva. El arreglo de monitoreo predefinido
generalmente es obtener, cada tres meses, niveles de vibración global en dos puntos -radial y axial- en
cada cojinete. Sin embargo, al iniciar un programa nuevo, frecuentemente se toman datos en la
direcciones horizontal, vertical y axial cada mes. En la mayoría de los casos, después de haber colectado
datos por algún tiempo, el número de puntos de registro puede reducirse, pero más de un tipo de datos
pueden requerirse con mayor frecuencia. Adicionalmente, la sofisticación de la medida puede
incrementarse de solamente tomar valores globales pico o rms, a un procesamiento de bandas
seleccionada, evaluación espectral o demodulación. Tales decisiones están basadas en la experiencia
ganada a medida que el programa avance. La justificación del costo y el desempeño son muy
importantes, de otra forma, la administración puede perder interés, reducir el presupuesto o eliminar el
programa.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-133-320.jpg)


![7.9
contase con rodamientos antifricción. Los puntos de medición [7.2] siempre se seleccionan tan cerca de
los cojinetes como sea posible.
En un programa nuevo, los datos serían tomados en las direcciones horizontal, vertical y axial. A
medida que se gana experiencia, el número de los puntos de medición puede reducirse cuando se colecten
datos redundantes. Los datos se para evaluar la condición de la máquina y no para cubrir los
requerimientos de un programa rígido. Los datos redundantes nos son justificables.
Las medidas tomadas deben ser sensibles a la condición de la máquinas y se seleccionan en función
de la velocidad de la misma, frecuencias de componentes y características de proceso (ver el Capítulo II)
Los anchos de banda de frecuencia para el monitoreo, pueden ajustarse de acuerdo a los resultados de los
datos de línea base o referencia.
Un mínimo de dos lecturas radiales y una axial debe tomarse en motores eléctricos, dependiendo del
tamaño del mismo y las condiciones de operación. Las lecturas deben realizarse en el plano con la mayor
flexibilidad esto es, la posición más propensa a responder fuerzas generadas por la máquina. El plano
horizontal en el lado carga y lado libre se emplearía para un motor estándar montado sobre una base o
cimentación convencional. Dependiendo de la velocidad del motor, las respuestas filtradas de alta
frecuencia también pueden se útiles para determinar parámetros de operación tales como: lubricación,
condición de superficie de cojinetes y otros mecanismos que generan frecuencias mayores que las
normales. Pueden ser necesarias seis mediciones sobre tres puntos.
Las figuras 7.4 y 7.5 muestran configuraciones típicas para una medición de alta frecuencia y
velocidad para un motor eléctrico. La configuración permite dos tipos de medición en un punto de la
máquina con el mismo transductor. La configuración óptima para medición en un punto proporciona lo
siguiente.
• Medidas que responden a la condición de la máquina.
• Niveles de alarma que anuncian el cruce de un umbral e inician la colección de datos para análísis.
• Forma de onda datos espectrales con 400 líneas de resolución en condiciones de alarma.
• Rangos de frecuencia que permiten el análisis de órdenes de la velocidad de operación (rps) y
frecuencias de defectos de rodamiento en un espectro.
Un punto de medición se asigna para cada extremo de un motor, cada componente rotacional de un
reductor / incrementador y cada extremo de un rodillo con un cojinete en cada extremo. La orientación del
transductor puede ser radial, axial o ambas, dependiendo de factores tales como: tipo de máquina,
cojinete, servicio y aplicación. Los puntos se organizan bajo la respectiva máquina, área y planta, en
forma jerárquica en la base de datos. La figura 7.6 muestra un listado jerárquico conteniendo una
descripción de la planta, la máxima categoría; un subsistema de máquinas, la segunda categoría; una sola
máquina de un grupo al siguiente nivel; y finalmente, puntos de medición individuales que se emplean
para evaluar la máquina.](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-141-320.jpg)


![7.12
velocidades críticas de la máquina. Los datos se emplean para el balanceo y para evaluar la cantidad de
amortiguamiento presente en el sistema.
Frecuencia de colección de datos
Los factores que determinan la frecuencia de monitoreo incluyen el tiempo medio de falla de
componentes de máquina, criticidad de ésta, número de repuestos, costos de producción y
reparación, disponibilidad de personal y costos de monitoreo. No puede establecerse un intervalo
arbitrario tal como una semana, un mes, o varios meses. Los registros para una máquina deben
revisarse para evaluar la frecuencia de fallas en el pasado. Los factores importantes son los costos
de pérdida de producción y reemplazo de máquina, así como los costos de personal. Si no hay
repuesto, debe monitorearse con mayor frecuencia, tal vez una vez por mes. Puede monitorearse
con menor frecuencia si la máquina está operando satisfactoriamente.
Hay que conducir el programa de monitoreo en forma adecuada. Si las actividades y compromisos no
permiten realizar un trabajo consistente, entonces debe reducirse el número de máquinas monitoreadas.
Deben solucionarse los problemas crónicos de algunas máquinas. El monitoreo periódico es una forma
cara de compensar el comportamiento no confiable de máquinas. Con la excepción de máquinas críticas,
el monitoreo trimestral puede ser resultar adecuado. Los factores importantes son la confiabilidad y
velocidad de operación de la máquina. Las máquinas de alta velocidad se ven sometidas a muchos más
ciclos en corto tiempo y pueden requerir monitoreo más frecuente. La extrapolación de tendencias para
una máquina no es confiable a menos que los datos de vibración durante fallas se hayan documentado.
Selección de equipo de prueba
La selección del equipo de prueba depende de operación del programa, el número de puntos de
datos y la profundidad del análisis. Si el equipo de prueba se adquirió antes que el programa haya
sido planeado, puede ajustarse al equipo de la planta; de otra forma, el equipo y el software de
computadora pueden elegirse para cubrir las necesidades del programa. Si hay dudas concernientes
al equipo de prueba adecuado, seleccione instrumentos que sean versátiles y confiables. Como
mínimo el colector software asociado debe ser capaz de efectuar análisis de tendencias de valores
globales y de anchos de banda seleccionados; realizar integración analógica y digital; proveer
6,400 líneas de resolución con un rango dinámico de 72 dB; seleccionar ventanas Hanning o
uniforme; y, efectuar medidas globales HFD y espectros de alta frecuencia demodulada con filtros
seleccionables [vea referencia 7.1 para detalles adicionales]](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-144-320.jpg)





![[Escribir texto]
CAPÍTULO VIII
CONCEPTOS BÁSICOS DE BALANCEO DE MAQUINARIA ROTATORIA
La reducción de fuerzas provee un control directo de las vibraciones
Las fuerzas sobre los cojinetes, estructuras, eje y acoplamientos que resultan de desbalance1
de masa son
inaceptables debido a que algunas veces conducirán a vibraciones que causan fallas prematuras, ruido
inaceptable e incomodidad general para aquellos que se encuentran alrededor de la máquina. El
desbalance de masa ocurre en una máquina rotatoria cuando el centro de masa no coincide con su centro
geométrico2
(figura 8.1) El resultado es un punto pesado. Un pequeño peso de balance (figura 8.2) se
coloca en forma opuesta al punto
pesado, para reducir las fuerzas de
desbalance de masa.
Una prueba sencilla para
determinar el desbalance grueso de
un rotor, es colocarlo entre reglas
paralelas horizontales. Si el rotor
rueda a la misma posición cada vez
que se mueve angularmente, esa
posición es el punto pesado. La tabla
8.1 lista algunas de las causas de
desbalance de masa.
La cantidad de posición del
desbalance en cualquier máquina,
generalmente se desconoce y la
corrección en planos selectos de
corrección debe establecerse
mediante pruebas. En 1934, E. L. Thearle [8.1] desarrolló un procedimiento para el balanceo en dos
planos de maquinaria rotatoria en su sitio de operación. Los mismos procedimientos se emplean
actualmente. Las medidas de vibración se han mejorado y se emplean comúnmente calculadoras
programables, así como colectores de datos y cajas negras para el balanceo. Este capítulo describe el
balanceo en un plano empleando métodos vectoriales, tipos de desbalance, verificaciones previas al
balanceo, equipo requerido para el balanceo, medidas de vibración, terminología, factores que afectan el
proceso de balanceo, selección de peso de pruebas y calidad de balanceo.
1
Terminología de la International Standards Organization Technical Committee 108.
2
Nota del traductor: Para rotores no simétricos, la distancia es del centro de gravedad al centro de giro.
Figura 8.1. Distribución del desbalance de masa](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-151-320.jpg)





![8.7
Tabla 8.7
Errores de Balanceo
Síndrome de Balanceo
Error original de balanceo
Balanceo a bajas velocidades
Datos inexactos
Sensibilidad térmica
Rotor sucio
Resonancia a velocidades críticas
Rotor suelto
Soportes sueltos
Pesos de prueba retirados
descenso de velocidad. Por supuesto, si se conoce la velocidad crítica de la máquina, no es necesario efectuar la
prueba. Un rotor que opera a una velocidad menor del 50% de la velocidad crítica estará en un modo rígido, y el
punto pesado estará adelantado pocos grados con respecto al punto más alto de la vibración (cuando de emplea
desplazamiento) y es influenciado ligeramente por la cantidad de amortiguamiento (ver figura 8.8) Cuando la
primer velocidad crítica es cercana a la velocidad de operación, el retraso angular entre el máximo
desplazamiento y el punto pesado se incrementa llegando a 90° cuando la velocidad de operación es igual a la
velocidad crítica. Después de pasar la primer velocidad crítica, el retraso angular aumenta y tiende a 180°. Por
consiguiente, el peso de prueba debe ubicarse en posición opuesta a la medición del punto más alto cuando la
velocidad de operación está por abajo de la velocidad crítica y debe colocarse en fase con la medición del punto
más alto si la velocidad de operación está por arriba de la velocidad crítica.
Selección del peso de prueba
La selección apropiada de un peso de prueba puede ahorrar tiempo así como una máquina.
Jackson [5.2] ha sugerido que el peso de prueba debe
generar una fuerza no mayor a un décimo (10%) del peso
estático del rotor. El peso de prueba puede calcularse
empleando la ecuación mostrada en el recuadro. Debe
emplearse un peso de prueba pequeño si es posible. Si no
se obtiene ninguna respuesta de vibración, entonces o el
peso de prueba es demasiado pequeño o el problema no es desbalance de masa.
Errores de Balanceo
En la tabla 8.7 se listan varios errores en el proceso de
balanceo. Algunos de ellos son obvios. Los errores en los
datos son muy comunes cuando existe alta sensibilidad
térmica. Si hay problemas de esta índole, puede ser necesario
efectuar pruebas de muchas horas de funcionamiento de la
máquina para alcanzar estabilidad térmica y obtener datos
aceptables. Por otro lado, en ocasiones puede requerirse sacar
de servicio a la máquina.
Método vectorial de balanceo con peso de prueba
El procedimiento de balanceo de un solo plano se resume en la tabla 8.8. El motor opera a una velocidad
seleccionada y se miden la amplitud y el ángulo de fase. El ángulo de fase de la cresta del desplazamiento
(punto alto) con respecto a una marca de referencia arbitraria y la amplitud se indican en una gráfica polar
WT = 53,375.5 (W/N2
e)
WT = peso de prueba en onzas
e = excentricidad del peso de prueba en
pulgadas
W = peso estático del rotor, libras
N = velocidad de rotación, RPM](https://image.slidesharecdn.com/01vibracionesbasicasdemaquinas-libre-150507155219-lva1-app6892/85/01-vibraciones-basicas_de_maquinas-libre-157-320.jpg)






Este documento presenta una introducción a los conceptos básicos de vibraciones de maquinaria. Explica las unidades utilizadas para medir vibraciones como desplazamiento, velocidad y aceleración. Describe la naturaleza física de las vibraciones y los factores que afectan el movimiento vibratorio como la frecuencia, amplitud y fase. Finalmente, resume los conceptos clave de masa, rigidez y amortiguamiento y su relación con las propiedades del sistema vibratorio.







































































![Vertical pump maint. update 1026475[1]](https://cdn.slidesharecdn.com/ss_thumbnails/verticalpumpmaint-211027003540-thumbnail.jpg?width=640&height=640&fit=bounds)





















