M.P. Procesos Industriales
•
0 recomendaciones•1,464 vistas

Mapas Conceptuales de algunos Procesos Industriales

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a M.P. Procesos Industriales
Similar a M.P. Procesos Industriales (20)
Más de Felipe Cordero
Más de Felipe Cordero (20)
Último
Último (20)
M.P. Procesos Industriales
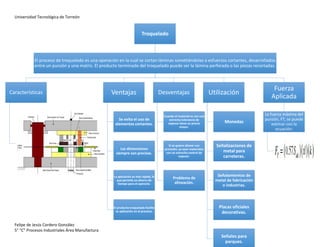
- 1. Universidad Tecnológica de Torreón Felipe de Jesús Cordero González 5° “C” Procesos Industriales Área Manufactura Troquelado El proceso de troquelado es una operación en la cual se cortan láminas sometiéndolas a esfuerzos cortantes, desarrollados entre un punzón y una matriz. El producto terminado del troquelado puede ser la lámina perforada o las piezas recortadas. Características Ventajas Se evita el uso de elementos cortantes. Las dimensiones siempre son precisas. La aplicación es más rápida, lo que permite un ahorro de tiempo para el operario. El producto troquelado facilita su aplicación en el proceso. Desventajas Cuando el material es con una estrecha tolerancia de espesor tiene un precio mayor. Si se quiere alinear con precisión, se usan materiales con un estrecho control de espesor. Problema de alineación. Utilización Monedas Señalizaciones de metal para carreteras. Señalamientos de metal de fabricación o industrias. Placas oficiales decorativas. Señales para parques. Fuerza Aplicada La fuerza máxima del punzón, FT, se puede estimar con la ecuación:
- 2. Universidad Tecnológica de Torreón Felipe de Jesús Cordero González 5° “C” Procesos Industriales Área Manufactura Doblado El doblado de metales es la deformación de láminas alrededor de un determinado ángulo. Durante la operación, las fibras externas del material están en tensión, mientras que las interiores están en compresión. El doblado no produce cambios significativos en el espesor de la lámina metálica. Características Utilización Industria metal- mecánica Industria automovilística Biagras Tubos Métodos Prensas mecánicas.- Doblo de longitudes Prensas de cortinas.- Conformar piezas complejas Peinado.- Doblar a lo largo de una línea recta Tipos Doblado entre Formas La lámina metálica es deformada entre un punzón en forma de V u otra forma y un dado. Se pueden doblar con este punzón desde ángulos muy obtusos hasta ángulos muy agudos Doblado Deslizante Una placa presiona la lámina metálica a la matriz o dado mientras el punzón le ejerce una fuerza que la dobla alrededor del borde del dado.
- 3. Universidad Tecnológica de Torreón Felipe de Jesús Cordero González 5° “C” Procesos Industriales Área Manufactura Estampado Es un proceso de fabricación que consiste en hacer caer un peso sobre una plancha metálica: la plancha toma entonces la forma de las matrices que tiene por encima y debajo de ella, se puede decir que es la fabricación de piezas mediante la presión de un molde sobre una plancha de materia prima. Tipos Estampado en caliente Consiste en someter a un metal, por medio de una prensa o martinete, a un esfuerzo de compresión entre dos moldes de acero denominadas estampas. Estampado en frío Consiste en deformar plásticamente a las piezas metálicas, colocando las piezas entre dos estampas que le confieren a la pieza la forma deseada. Operaciones y Usos Corte por troquel.- para fabricar piezas de formas planas. Doblado.- para dar variadas formas a las chapas. Embutido.- para obtener piezas en forma de copa a partir de una lámina de metal. Ventajas Bajo costo de las herramientas de estampación. Alta precisión en el conformado de piezas pequeñas. Simplicidad del proceso. Menores esfuerzos requeridos para la deformación de la pieza Desventajas Genera tensiones residuales elevadas. Sólo es aplicable a piezas con ratio de forma. El acabado superficial y las tolerancias son más bajas en comparación con el trabajo en frío.