Procesos de estampado y sus tipos
•
0 recomendaciones•205 vistas

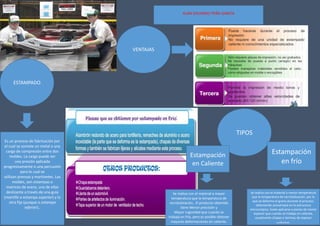
Existen dos tipos principales de estampado: estampado en caliente y estampado en frío. El estampado en caliente se realiza a temperaturas superiores a la de recristalización, lo que permite mayores deformaciones pero con menor precisión y mayor rugosidad. El estampado en frío se realiza a temperaturas inferiores para deformar el grano y obtener piezas más delgadas y de espesor uniforme. El estampado implica comprimir un metal entre moldes para darle forma.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Procesos de estampado y sus tipos
Similar a Procesos de estampado y sus tipos (20)
Más de Alan Peña García
Último
Último (20)
Procesos de estampado y sus tipos
- 1. ESTAMPADO TIPOS Estampación en Caliente Estampación en frío Se realiza con el material a mayor temperatura que la temperatura de recristalización.. El producto obtenido tiene Menor precisión y Mayor rugosidad que cuando se trabaja en frío, pero es posible obtener mayores deformaciones en caliente. Se realiza con el material a menor temperatura que la temperatura de recristalización, por lo que se deforma el grano durante el proceso, obteniendo anisotropía en la estructura microscópica. Suele aplicarse a piezas de menor espesor que cuando se trabaja en caliente, usualmente chapas o laminas de espesor uniforme. Es un proceso de fabricación por el cual se somete un metal a una carga de compresión entre dos moldes. La carga puede ser una presión aplicada progresivamente o una percusión para lo cual se utilizan prensas y martinetes. Los moldes, son estampas o matrices de acero, una de ellas deslizante a través de una guía (martillo o estampa superior) y la otra fija (yunque o estampa inferior).. VENTAJAS ALAN EDUARDO PEÑA GARCÍA
- 2. DOBLADO El doblado es uno de los procesos mas utilizados para fabricar piezas sencillas de uso cotidiano, en pocas ocasiones necesitan de operaciones posteriores. Para la realización del doblado se recurren a equipos bien sea de producción masiva, cuando la producción es grande y continua y equipos de producción unitaria y de series cortas. Cálculo de doblado. Para realizar un doblado se debe tener en cuenta siempre la ubicación del eje neutro ya que nunca sufre deformación y el material por encima o por debajo de él sufre estiramiento o compresión según el sentido del doblez. Por teoría (ver Fundamentos de Manufactura Moderna, Mikell Groover, Pág., 510) se produce una tolerancia de doblado que relaciona el radio de curvatura y el espesor de la chapa a doblar. Otra consideración importante es la medida del eje neutro paralelo a las secciones rectas donde hay coincidencia de longitud. La suma de las longitudes rectas y las curvas, determinan la denominada longitud del desarrollo que es la longitud a la que hay que cortar una chapa para que al final del proceso de doblado se ajuste al plano. Tolerancia de doblado. PDF DEL TEMA http://www.tdx.cat/bitstre am/handle/10803/4105/r mpv1de6.pdf?sequence=1 ALAN EDUARDO PEÑA GARCÍA
- 3. TROQUELADO ¿Qué es? Se define como troquelado o estampado al conjunto de operaciones con las cuales sin producir viruta, sometemos una lámina plana a ciertas transformaciones a fin de obtener una pieza de forma geométrica propiase realiza: Este trabajo se realiza con troqueles en máquinas llamadas prensas (generalmente de movimiento rectilíneo alternativo) Las operaciones se subdividen en: a) Corte o Punzonado (se realiza generalmente en frío) b) Doblado y/o Curvado (se realiza generalmente en frío) c) Embutido (puede realizarse en frío o en caliente) Para definir un ciclo de troquelad o, es necesario: 1. Definir la forma de la pieza, que impone cierto número de operaciones, de acuerdo con su complejidad 2. Determinar las dimensiones 3. Conocer el material del que se hará la pieza, su plasticidad y elasticidad 4. La posibilidad de extraer fácilmente la pieza de la matriz. El producto troquelado facilita su aplicación en el proceso La aplicación es más rápida, lo que permite una ahorro de tiempo para el operario Las dimensiones siempre son precisas Los consumos son controlados Se evita el uso de elementos cortantes Mejora la estética del producto fabricado Problema de alineación (de los agujeros en los extremos opuestos de una pieza doblada en U). Si verdaderamente se quiere alinear con precisión , se usan materiales con un estrecho control de espesor. Cuando el material es con una estrecha tolerancia de espesor tiene un precio mayor. Limitantes en espesor del material ya los troquelados se llevan a cabo en espesores que varían desde 0.025 mm hasta 9 mm de espesor ALAN EDUARDO PEÑA GARCÌA