
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a UT 11 SOLDADURA POR PUNTOS DE RESISTENCIA
Similar a UT 11 SOLDADURA POR PUNTOS DE RESISTENCIA (20)
Último
Último (20)
UT 11 SOLDADURA POR PUNTOS DE RESISTENCIA
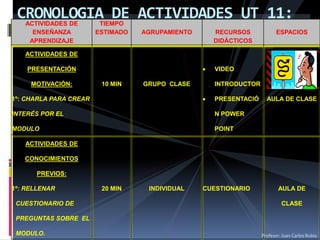
- 1. CRONOLOGIA DE ACTIVIDADES UT 11:ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE PRESENTACIÓN MOTIVACIÓN: 1º: CHARLA PARA CREAR INTERÉS POR EL MODULO 10 MIN GRUPO CLASE VIDEO INTRODUCTOR PRESENTACIÓ N POWER POINT AULA DE CLASE ACTIVIDADES DE CONOCIMIENTOS PREVIOS: 1º: RELLENAR CUESTIONARIO DE PREGUNTAS SOBRE EL MODULO. 20 MIN INDIVIDUAL CUESTIONARIO AULA DE CLASE Profesor: Juan Carlos Rubio
- 2. ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE DESARROLLO DE CONTENIDOS: 1º: ESPECÍFICAS DE LA UNIDAD DE TRABAJO. 2º: SEGÚN METODOLOGÍA. 18 HORAS GRUPO GRANDE Y GRUPO PEQUEÑO LIBRO DE TEXTO CUADERNO DE TRABAJOS EQUIPOS HERRAMIENTA Y MEDIOS AULA DE CLASE Y DE TALLER ACTIVIDADES DE CONTRASTE DE IDEAS: 1º: DEBATE O COLOQUIO SOBRE EL MODULO. 2º: 30 MIN GRUPO CLASE REVISTAS NOTICIAS PRENSA INTERNET BIBLIOTECA CRONOLOGIA DE ACTIVIDADES UT 11: Profesor: Juan Carlos Rubio
- 3. CRONOLOGIA DE ACTIVIDADES UT 11: ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE SÍNTESIS RESUMEN: 1º: RESUMEN GENERAL DE LO APRENDIDO. 15 MIN INDIVIDUAL CUADERNO DE CLASE AULA DE CLASE ACTIVIDADES DE CONSOLIDACIÓN: 1º: REALIZACIÓN DE UN TRABAJO MONOGRÁFICO SOBRE EL ASPECTO CENTRAL DEL MODULO. 45 MIN PEQUEÑO GRUPO INTERNET REVISTAS MANUALES TÉCNICOS AUDATEX SALA DE MEDIOS INFORMÁTICOS Profesor: Juan Carlos Rubio
- 4. CRONOLOGIA DE ACTIVIDADES UT 11: ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE RECUPERACIÓN Y REFUERZO: 1º: ALUMNOS QUE PRESENTAN DIFICULTADES DE APRENDIZAJE TIEMPO EXTRA ESCOLAR NECESARIO PEQUEÑO GRUPO TRABAJOS Y EJERCICIOS PREPARADOS TEÓRICOS Y PRÁCTICOS AULA DE CLASE ACTIVIDADES DE AMPLIACIÓN: 1º: PERMITE CONTINUAR CONSTRUYENDO CONOCIMIENTOS AL TIEMPO EXTRA ESCOLAR NECESARIO INDIVIDUAL PROGRAMAS INFORMÁTICOS SALA DE INFORMÁTICA Profesor: Juan Carlos Rubio
- 5. CRONOLOGIA DE ACTIVIDADES UT 11: ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES COMPLEMENTARIAS Y EXTRAESCOLARES: 1º: VISITA A LA RENAULT DE PALENCIA ASOCIADA CON LA U.T. 2º: VISITA A UN TALLER. TIEMPO EXTRA ESCOLAR NECESARIO GRUPO CLASE CONCESIONARIO CONCERTADO CONCESIONARIO CONCERTADO Profesor: Juan Carlos Rubio
- 6. CRONOLOGIA DE ACTIVIDADES UT 11: ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE EVALUACIÓN: PERMITEN VALORAR EL GRADO DE ADQUISICIÓN DE APRENDIZAJE 1. EXÁMENES TEÓRICO- PRÁCTICOS. 2. VALORACIÓN DEL CUADERNO DE TRABAJO. 3. VALORACIÓN DE LAS APTITUDES/ACTITUD DEL ALUMNO. 1 HORA GRUPO CLASE EXÁMENES PREPARADOS TEÓRICOS Y PRÁCTICOS AULA DE CLASE Profesor: Juan Carlos Rubio
- 7. ESQUENATEÓRICO DE DESARROLLO DE LOS CONTENIDOS EN EL AULA: EXPLICACIÓNEXPLICAR LA NECESIDAD DE LA SOLDADURA POR PUNTOS. EXPLICACIÓNTEORICA DEL FUNDAMENTOY CARACTERÍSTICAS EXPLICACIÓN DEL PUESTO DETRABAJOY EQUIPO: PINZA DE SOLDADURAY ELECTRODOS PARAMETROS DE SOLDEO MANDOS DE CONTROL ACCESORIOS DE PROTECCIÓN. DEFECTOS EN LA SOLDADURA POR PUNTOS EXPLICACIÓN DE LAS FASES EN EL PROCESO DE SOLDADURA POR PUNTOS EXPLICACIÓN DE LAS PRECAUCIONESY NORMAS DE SEGURIDAD EN LOSTRABAJOSCON SOLDADURA MIG-MAGY MIG-BRAZING. DESARROLLO DE LOS CONTENIDOS UT 11: Profesor: Juan Carlos Rubio
- 8. ESQUENA DE DESARROLLO DE CONTENIDOS EN ELTALLER: REALIZAR LA REGULACIÓNY ANÁLISIS DE LOS PARÁMETROSQUE INTERVIENEN EN LA SOLDADURA. PREPARACIÓN DEL EQUIPO. REALIZACIÓN DE PRÁCTICAS DE SOLDADURA: POSICIONES DE LAS PIEZAS QUE SE HAN DE SOLDAR. CONDICIONES QUE DEBEN DE REUNIR LAS PIEZAS. PROCEDIMIENTOS DE EJECUCIÓN. TÉCNICA DE LA OPERACIÓN. IRREGULARIDADES DE FUNCIONAMIENTO. COMPROBACIÓN E IDENTIFICACIÓN DE DEFECTOS DE SOLDADURA. APLICACIÓN DE LAS NORMAS DE SEGURIDAD. DESARROLLO DE LOS CONTENIDOS UT 11: Profesor: Juan Carlos Rubio
- 9. CONOCER LA CONSTITUCIÓN, EL MANEJO Y UTILIZACIÓN DEL EQUIPO DE SOLDADURA. ANALIZAR EL FUNDAMENTO DE LA SOLDADURA. CONOCER LAS CARACTERÍSTICAS Y PARÁMETROS DEL EQUIPO DE SOLDADURA TIG. IDENTIFICAR LOS ELEMENTOS QUE CONSTITUYEN EL EQUIPO DE SOLDADURA. IDENTIFICAR LAS DISTINTAS FASES DEL PROCESO DE SOLDADURA. CONOCER LOS TECNICAS DE SOLDADURA Y SU EJECUCIÓN. ANALIZAR E INTERPRETAR DOCUMENTACIÓN TÉCNICA. OBJETIVOS DE LA UT 11: OBJETIVOS GENERALES OBJETIVOS MÍNIMOS (CRITERIOS DE EVALUACIÓN) Profesor: Juan Carlos Rubio
- 10. REALIZAR DISTINTOS TIPOS DE UNIÓN MEDIANTE LA SOLDADURA POR PUNTOS. ANALIZAR, CONOCER E IDENTIFICAR DEFECTOS. ADQUIRIR TÉCNICAS DE SOLDADURA. REALIZAR SOLDADURAS EN DISTINTAS POSICIONES. APLICAR LAS NORMAS ESPECÍFICAS DE SEGURIDAD. COOPERAR EN LA ORGANIZACIÓN DEL ENTORNO. COLABORAR EN LA ORGANIZACIÓN DE TALLER POTENCIAR LA CAPACIDAD DE LOS ALUMNOS PARA TRABAJAR EN EQUIPO RELACIONARSE CON EL GRAN GRUPO Y RESPETAR LAS NORMAS DE CONVIVENCIA. OBJETIVOS DE LA UT 11: OBJETIVOS GENERALES OBJETIVOS MÍNIMOS (CRITERIOS DE EVALUACIÓN) Profesor: Juan Carlos Rubio
- 11. CONTENIDOS TEORICO-PRACTICOS DEL MODULO DE ELEMENTOS FIJOS: Profesor: Juan Carlos Rubio
- 12. CONOCERY OPERAR CORRECTAMENTE EL EQUIPO DE SOLDADURA POR PUNTOS APRENDER LA CORRECTA UTILIZACIONY MANTENIMIENTO DEL EQUIPO DE SOLDADURA PARA IDENTIFICAR LOS DEFECTOS É INCIDENDIAS DE LA SOLDADURA CONOCERY APLICAR LOS MEDIOS DE SEGURIDAD EN ESTE EQUIPO CONOCEREMOSY SABREMOS EFECTUAR LOS PROCESOS DE REPARACION DE ELEMENTOS FIJOS DE LA CARROCERIA DE NUESTRO VEHICULO POR QUE ES IMPORTANTE ESTA UNIDAD DE TRABAJO? Profesor: Juan Carlos Rubio
- 13. QUE VAMOS A APRENDER EN ESTA UNIDAD?: LAS FASES DEL PROCESO DE SOLDADURA. CUALES SON LAS PARTES DEL EQUIPO COMO SE REALIZA LA REGULACION DE PARAMETROSY MANTENIMIENTO DEL EQUIPO QUE RIESGOSY NORMAS DE PREVENCION EXISTEN EN LOS PROCESOS Profesor: Juan Carlos Rubio
- 14. CUAL ES EL FUNDAMENTO DE LA SOLDADURA POR PUNTOS DE RESISTENCIA? QUE CONSUMIBLES SE EMPLEAN? QUE RIESGOS EXISTENY COMO SE PREVIENEN? QUE DEFECTOS PUEDEN PRODUCIRSE EN LOS PROCESOS DE SOLDADURA? ACTIVIDAD DE CONOCIMIENTOS PREVIOS Profesor: Juan Carlos Rubio
- 15. UNIDAD DIDÁCTICA 11: SOLDADURA POR PUNTOS DE RESISTENCIA (20 HORAS) Profesor: Juan Carlos Rubio 1. FUNDAMENTOY CARACTERISTICAS 2. PARAMETROS DE LA SOLDADURA POR PUNTOS 3. CONSTITUCION DEL EQUIPO DE SOLDEO POR PUNTOS 4. FASES DEL PROCESO DE SOLDADURA 5. TIPOS DE SOLDADURASY UNIONES POR RESISTENCIA 6. PROCESO OPERATIVO PARA REALIZAR LA SOLDADURA (PROCESOTEORICOY ASPECTOS IMPORTANTES EN LATECNICA DE SOLDEO) 7. DEFECTOS É INCIDENCIAS MAS HABITUALES 8. PROCESO DE SOLDADURA POR RESISTENCIA ELECTRICA EN AL 9. TRATAMIENTOS TERMICOS POR RESISTENCIA (EQUIPO MULTIFUNCION) 10. NORMAS DE SEGURIDAD É HIGIENE EN LAS OPERACIONES DE SOLDADURA POR PUNTOS DE RESISTENCIA 11. SIMBOLOGIA 12. NUEVASTECNOLOGIAS EN SOLDADURA POR PUNTOS (SOLDADURA POR PROTUBERANCIASY POR ROLDANAS)
- 16. 1. FUNDAMENTOYCARACTERISTICASDELA SOLDADURA PORPUNTOS: Profesor: Juan Carlos Rubio 1. POR LATEMPERATURA DE FUSION DE LOS MATERIALES: TIPOS DE SOLDADURAS EN REPARACION DE E.F.:
- 17. Profesor: Juan Carlos Rubio 2. POR LA NATURALEZA DE LOS MATERIALES: TIPOS DE SOLDADURAS EN REPARACION DE E.F.: Soldadura MIG-BRAZING
- 18. Profesor: Juan Carlos Rubio 2. POR LA NATURALEZA DE LA FUENTE DE CALOR: TIPOS DE SOLDADURAS EN REPARACION DE E.F.:
- 19. •LA CORRIENTE ELECTRICA DE LOS ELECTRODOS AL COLOCAR UN MATERIAL CONDUCTOR ENTRE ELLOS, PROVOCA UN MOVIMIENTO DE ELECTRONES •ESTOS SE CONVIERTEN EN PORTADORES DE ENERGIA CINETICA, QUE AL CHOCAR CON EL MATERIAL SE TRANSFORMA EN CALOR 1.1 FUNDAMENTODELASOLDADURAPORPUNTOS: Profesor: Juan Carlos Rubio QUE ES UNA SOLDADURA?: PROCESO POR EL CUAL SE CONSIGUE LA UNION PERMANENTE DE DOS PIEZAS METALICAS MEDIANTE LA FUSION DEL METAL DEL QUE ESTAN CONSTITUIDAS ES UNAVERDADERA SOLDADURA AUTOGENA EN ESTADO SOLIDO EL AUMENTO DETª SE CONSIGUE MEDIANTE EL PASO DE CORRIENTE ELECTRICA DE ELEVADA INTENSIDAD EN POCO TIEMPO FUNDAMENTO DE LA SOLDADURA POR RESISTENCIA
- 20. FUNDAMENTODELASOLDADURAPORPUNTOS: SE PRODUCE UNA RESISTENCIA ELECTRICA QUE PRODUCE CALOR (EFECTO JOULE: Q=I·R·t·0,24 CAL) LA PRESIONY AUMENTO DETª POR DEBAJO DEL PUNTO DE FUSION PROVOCAN LA SOLDADURA (ESTADO PASTOSO DE LOS METALES A UNIR SIN FUSION) Tª DE 1200ºC/1600ºC LAS 5/7 RESISTENCIAS EN UN PUNTO DE SOLDADURAProfesor: Juan Carlos Rubio
- 21. 1.2CARACTERISTICASDELASOLDADURAPORPUNTOS: Profesor: Juan Carlos Rubio ES EL SISTEMA MAS EMPLEADOTANTO EN FABRICACION COMO EN REPARACION NO NECESITA MATERIAL DE APORTACION (SOLDADURA POR FORJA) SUELDATODOTIPO DE MATERIALES (ACEROS AL CARBONO É INOXIDABLES, ALEACIONES DE ALUMINIO, COBREY MAGNESIO) EMPLEA DOS ELECTRODOS INCONSUMIBLES DE COBRE DE DISTINTA POLARIDAD •LA SOLDADURAPOR FORJA ES LA MAS ANTIGUA : •LLEVANDO LOS MATERIALES AL FINAL DE SU FASE SOLIDA (ESTADO PASTOSO) Y APLICANDO UNA PRESION SOBRE ELLOS DISTINTOS EQUIPOS DE SOLDADURA POR RESISTENCIA
- 22. 1.3VENTAJASDELASOLDADURAPORPUNTOS: Profesor: Juan Carlos Rubio NO PRODUCE PROYECCIONES NI ESCORIAS(REDUCIENDO LAS OPERACIONES DE ACABADO) CORDONES MUY RESISTENTES AUSENCIA DE DEFORMACIONES Y CAMBIOS EN LA EXTRUCTURA SE PUEDE RESTAURAR LA PROTECCION ANTICORROSIVA EL DESMONTAJE DE PIEZAS UNIDAS POR PUNTOS ES SENCILLO SISTEMA DE MANEJO FACILY VERSATIL
- 23. PARA CONSEGUIR UN RESULTADO DE CALIDAD, DEBEMOS SABER REGULAR LOS SIGUIENTES PARAMETROS: TIPO DE CORRIENTE ELECTRICA INTENSIDAD DE LA CORRIENTE TIEMPO DE SOLDADURA RESISTENCIA ELECTRICA PRESION EJERCIDA TIEMPO DE ACERCAMIENTO TIEMPO DE MANTENIMIENTO TIEMPO DE RAMPA TIEMPO DE IMPULSOS 2.PARAMETROSDELASOLDADURAPORPUNTOS PARAMETROS DE LA SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 24. TIPO DE CORRIENTE ELECTRICA: LA MAS EMPLEADA ES LA CORRIENTEALTERNAYA SEA MONOFASICA ÓTRIFASICA, SUMINISTRADA DE LA RED CON UNA FRECUENCIA DE 50 HZ, POSTERIORMENTE EN ELTRANSFORMADOR SE MODIFICA, OBTENIENDOSE EN EL SECUNDARIO UNA CORRIENTE DE ALTA INTENSIDAD/FRECUENCIAY BAJATENSION (15 000 AMP.Y 2/20V.) PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio ESQUEMA DE LA SOLDADURA POR PUNTOS DE RESISTENCIA
- 25. RESISTENCIAS ELÉCTRICAS DE LA UNIÓNINTENSIDAD DE LA CORRIENTE: SERA LA NECESARIA PARA QUE LAS PIEZAS A UNIR SE FUNDAN, SIN LLEGARA LA FUSIONTOTAL (ESTADO PASTOSO) TIENEVALORES MUY ELEVADOS (HASTA 15 000 AMP.) DEPENDEN DE LAS RESISTENCIAS ELECTRICAS DE LA UNION, SEGÚN EL ESPESORY MATERIAL DE LA PIEZAS A SOLDAR ES INVERSAMENTE PROPORCIONAL ALTIEMPO DE SOLDADURA UNA INTENSIDADALTA PROVOCA SALPICADURASY BAJA UNA SOLDADURA DEFICIENTE LOSVALORESOPTIMOS SE ENCUENTRAN MUY PROXIMOS PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio
- 26. TIEMPO DE SOLDADURA: DEPENDIENDO DELTIEMPOTENEMOS UNA SOLDURA RAPIDA EN LA QUE SE DISMINUYE ELTIEMPO AUMENTANDO LA INTENSIDADY UNA SOLDADURA LENTA DISMINUYENDO LA INTENSIDADY AUMENTANDO ELTIEMPO EN LA PRACTICA ELTIEMPO DE SOLDADURA NO DEBE SER MUY PROLONGADO,YA QUE EL CALOR SE PIERDE POR CONDUCCION, MEJORANDO EL PROCESO CON LA SOLDADURA RAPIDA QUE CONCENTRA EL CALOR EN LA ZONA DEL PUNTO (MENOR CALENTAMIENTO DE ELECTRODOS) PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio •PARA LOGRAR UN BUEN PUNTO SE DEBE: •SELECCIONAR UNA INTENSIDAD MAXIMA SIN LLEGAR AL PUNTO DE FUSION •REGULAR EL TIEMPO LO MAS BAJO POSIBLE EN FUNCIÓN DE LA RESISTENCIA/ESPESOR DE LAS CHAPAS SOLDADURA DE UN COSTADO DE FURGONETA
- 27. RESISTENCIA ELECTRICA DE LA UNION: NO SE PUEDE REGULAR EN EL EQUIPO, DEPENDIENDO DEL ESPESOR DE LOS MATERIALESY ES INVERSAMENTE PROPORCIONALA SU CONDUCTIVIDAD ELECTRICA INFLUYE DIRECTAMENTE EN LA CANTIDAD DE CALOR GENERADA EN EL CASO DEL ALUMINIO CUYA CONDUCTIVIDAD ES 4VECES MAYORAL ACEROY SU RESISTENCIA ES 4VECES MENOR, ES NECESARIOAUMENTAR LA INTENSIDAD (ESTANDO MUY LIMITADO ESTA SOLDADURA PARA ALUMINIO) EXISTEN 7 RESISTENCIAS EN SERIE, SIENDO LA MAS ELEVADA É IMPORTANTE LA RESISTENCIA DE CONTACTO ENTRE CHAPAS, DONDE SE FORMA EL NUCLEO DEL PUNTO DE SOLDADURA (R4) PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio RESISTENCIAS ELÉCTRICAS DE LA UNIÓN Profesor: Juan Carlos Rubio
- 28. PRESION EJERCIDA POR LOS ELECTRODOS: DEBE SER REGULADA DE ACUERDO CON EL ESPESOR DE LOS MATERIALESY SU NATURALEZA PRESION RECOMENDADA: PARA EL ACERO:10 KG/MM2 (1000 KG/CM2) PARA AL: 8 KG/MM2 PARA ACEROS ALE: 50 DANW = 5 NW·9,8 KG = 50KG/MM2 PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio SISTEMA DE CIERRE MANUAL DE PINZAS
- 29. PRESION EJERCIDA POR LOS ELECTRODOS: SI ES MUY ELEVADA PRODUCE UNA HUELLA PROFUNDA EN LAS CHAPAS,ADELGAZAMIENTO, DEBILITAMIENTO DE LA SOLDADURA Y DETERIORO DE ELECTRODOS SI ES MUY BAJA PROVOCA SALPICADURASY PROYECCIONES AL COMENZAR LA SOLDADURA LA PRESIONA DE SER BAJA PARA OBTENER UNA RESISTENCIA ELEVADA QUE CALIENTE EL MATERIALY DESPUES A DE SER ELEVADA PARA EXPULSAR LOS GASESY FORJAR PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio SISTEMA DE REGULACION NEUMATICA DE LA PRESION
- 30. TIEMPO DE ACERCAMIENTO: REPRESENTA EL INTERVALO DETIEMPO ENTRE EL MOMENTO EN QUE LAS PINZAS EMPIEZAN A CERRAR LOS ELECTRODOSY EL MOMENTO EFECTIVO DE LA SOLDADURA DEBE SER SUFICIENTEMENEALTO PARA PERMITIRQUE LAS PINZAS ALCANCEN SU MAXIMA PRESION SE UTILIZA EN EQUIPOS QUE DISPONEN DE SISTEMA DE PRESION NEUMATICO O HIDRAULICO PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio PINZA EN “X” NEUMATICA
- 31. TIEMPO DE RAMPA: ES ELTIEMPO QUE SETARDA EN ALCANZAR ELVALOR MAXIMO PROGRAMADO DE CORRIENTE DE SOLDADURA ELVALOR INICIAL DE ESTA RAMPA ES SIEMPRE LA POTENCIA MINIMA Y ELVALOR FINAL LA CORRIENTE PROGRAMADA PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio PARAMETROS DE LA SOLDADURA POR PUNTOS
- 32. TIEMPO DE IMPULSOS: PARA EVITAR EL CALENTAMIENTO EXCESIVO EN DETERMINADOS MATERIALES, SE PUEDE SOLDARA INTERVALOSÓ IMPULSOS SE REGULA EL NUMERO DE IMPULSOSYTIEMPO ENTRECADA UNO DE ELLOS (A ESTETIMPO SE DENOMINATAMBIENTIEMPO FRIO Ó DE INTERVALO) PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio PARAMETROS DE LA SOLDADURA POR PUNTOS
- 33. TIEMPO DE MANTENIMIENTO: ES ELTIEMPO QUETRANSCURRE ENTRE EL FINAL DE LA SOLDADURAY LA APERTURA DE LOS ELECTRODOS TAMBIEN SE LE DENOMINA PERIODO DE FORJADO PARAMETROSDELASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio PARAMETROS DE LA SOLDADURA POR PUNTOS
- 34. 3.CONSTITUCIONDELEQUIPO Profesor: Juan Carlos Rubio EL EQUIPO DE CONSTA DE: PUESTO DETRABAJO FUENTE DE ALIMENTACION/ENERGIA: TRANSFORMADOR SISTEMA DE REFRIGERACION PANEL DE CONTROL: CONMUTADOR SELECTOR DE FUNCIONES TEMPORIZADORES SISTEMA DE CORTE PINZA DE SOLDADURA: PORTAELECTRODOS ELECTRODOS SISTEMA DE PRESION: MECANICO NEUMATICO HIDRAULICO SISTEMA DE SUSPENSION: BRAZO AEREO EQUIPO MULTIFUNCION: (PUNTO 8) MARTILLO, CARBONO,ARANDELAS, ETC. MÁQUINA DE SOLDADURA POR PUNTOS DE RESISTENCIA
- 35. PUESTO DETRABAJO CONSTA DE: PUESTO DE SOLDADURA PANTALLA DE AISLAMIENTO EXTRACTOR DE HUMOS MANTA IGNIFUGA Profesor: Juan Carlos Rubio PUESTO DE TRABAJO PROTECCION CON MANTA IGNIFUGA
- 36. DEBE SER CAPAZ DE PROPORCIONAR UNA ELEVADA INTENSIDAD PUEDE EMPLEAR: CA DE RED (SISTEMA CONVENCIONAL) CA DE ALTA FRECUENCIA (SISTEMA INVERTER/SINERGICO) CONSTA DE: TRANSFORMADOR PARA REDUCIR LATENSION Y AUMENTAR LA INTENSIDAD, SUMINISTRANDOLA DE FORMA CONSTANTE (20/50V.Y 15000 AMP.) GENERADOR DE ALTA FRECUENCIA EN CA (SISTEMA INVERTER) FUENTE DE ALIMENTACION (1) Profesor: Juan Carlos Rubio EQUIPO CON SISTEMA INVERTER/SINERGICO EQUIPO CON TRANSFORMADOR NORMAL
- 37. PUEDE INCORPORAR: SISTEMA INVERTER: EMPLEA UN CIRCUITO ELECTRONICOTRANSISTORIZADO,CAPAZ DE RECTIFICAR LA TENSION A BAJA CORRIENTE ALTERNA É INTENSIDADALTA (NO LLEVATRANSFORMADOR) FUENTE DE ALIMENTACION (2) Profesor: Juan Carlos Rubio •CONVIERTEN LA FRECUENCIA DE RED DE 50 HZ A 5000 HZ POR MEDIO DE INVERSORES •SE REDUCE EL PESO ENTRE 5Y 10 VECES •EFICACIA ELECTRICA DEL 95% •SE CALIENTAN MENOS •TRABAJA CONTENSIONES MINIMAS TIENE FUNCIÓN ANTIPEGADOY CALENTADO DEL ELECTRODO PARA FACILITAR EL CEBADO EN PIEZAS SUCIAS Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio EQUIPO CON SISTEMA INVERTER
- 38. PUEDE INCORPORAR: SISTEMA SINERGICO: AUTORREGULA LA INTENSIDAD, ESTABLECIENDO LOS PARAMETROS DETENSION É INTESIDAD DE SOLDADURA DE FORMA AUTOMATICA, INTRODUCIENDO PRIMEROVALORES DE ESPESOR DE CHAPA, DE ELECTRODOSYTIPO DE MATERIAL FUENTE DE ALIMENTACION (3) Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio EQUIPO CON SISTEMA SINERGICO
- 39. CIRCUITO DE REFRIGERACION POR AGUA DEL EQUIPO SE REFRIGERA POR AIRE HASTA 5000 AY A PARTIR DE ESTA INTENSIDAD SE REFRIGERA POR AGUA SE EMPLEA EN EQUIPOS DE GRAN PRODUCTIVIDAD SU MISION ES REFRIGERAR LOS ELECTRODOSY EL TRANSFORMADOR EMPLEA ANTICONGELANTE CIRCUITO DE REFRIGERACION Profesor: Juan Carlos Rubio
- 40. CIRCUITO CON DE REFRIGERACION POR AGUA DEL EQUIPO CON TRANSFORMADOR CIRCUITO DE REFRIGERACION Profesor: Juan Carlos Rubio
- 41. ESTA COMPUESTO POR DIFERENTES SELECTORES, DIGITALES Ó ANALOGICOS PARA REGULAR LOS DISTINTOS PARAMETROS PANEL DE CONTROL (1) PANEL DE MANDO DE UN EQUIPO INVERTER PANEL DE MANDOS MANUAL Profesor: Juan Carlos Rubio
- 42. SITUADOS EN EL FRONTAL, SE CONTROLAN CONVARIOS BOTONES LOS SIGUIENTES PARAMETROS: PANEL DE CONTROL (2) ELEMENTOS DE UN PANEL DE MANDO DIGITAL DE UN EQUIPO INVERTER Profesor: Juan Carlos Rubio
- 43. PANEL DE CONTROL (3) ELEMENTOS DE UN PANEL DE MANDO DIGITAL DE UN EQUIPO INVERTER Profesor: Juan Carlos Rubio
- 44. ESTA FABRICADA CON ALUMINIO INYECTADO A PRESION PARA ALIGERAR (PUEDE LLEVAR LLEGADAY RETORNO DEL FLUIDO DE REFRIGERACION) EN SU INTERIOR ALBERGA: SISTEMA DE PRESION SISTEMA DE REFRIGERACION CIRCUITO DE ALTA INTENSIDAD SISTEMA PORTAELECTRODOSY ELECTRODOS PINZA PORTAELECTRODOS HIDRAULICA PINZA DE SOLDADURA (1) Profesor: Juan Carlos Rubio
- 45. TIENEN UN BRAZO FIJOY OTRO MOVIL EN FUNCIÓN DE SU EXTRUCTURA EXISTEN DOSTIPOS DE PINZAS: PINZA EN “X” (PUEDE SER MANUALÓ NEUMATICA) PINZA EN “C” (SOPORTAN PRESIONES DE CIERRE MAS ELEVADAS, SIENDO HIDRAULICAS) PINZA DE SOLDADURA (2) Profesor: Juan Carlos Rubio PINZA EN “X” MANUAL PINZA EN “X” NEUMATICA PINZA EN “C” REFRIGERADA POR AGUAY JUEGO DE BRAZOS
- 46. DIFERENTES ELECTRODOS PARA CADA CONFIGURACION DISPONEN DEVARIOS BRAZOS Ó PUENTES, DE DIFERENTES TAMAÑOS, PARA ADAPTARSE A LAS DIFERENES CONFIGURACIONES DE LA CARROCERIA (DE ALEACION DE AL) PINZA DE SOLDADURA (3) Profesor: Juan Carlos Rubio
- 47. SELECCIÓN DE ELECTRODOS SEGÚNTRABAJO A REALIZAR PINZA DE SOLDADURA (4) Profesor: Juan Carlos Rubio
- 48. PROPIEDADES DEL ELBRODUR Nº PARA LA FABRICACION DE ELECTRODOS LOS ELECTRODOS SON DE COBRE CON ALEACION DE CROMO/CIRCONIO/BERILIO Ó MATERIALES SINTERIZADOS REFRACTARIOS COMOTUNGSTENOY MOLIBDENO (SE SUELE EMPLEAR ELBRODUR-N, FORMADO POR COBRE, CROMOY CIRCONIO) SISTEMA PORTAELECTRODOS/ELECTRODOS(1) Profesor: Juan Carlos Rubio
- 49. LOS ELECTRODOS SON LOS ENCARGADOS DE: CONDUCIR LA CORRIENTE DE SOLDADURA LIMITAR LA ZONA EN QUE SE APLICA LA PRESION DE FORJA ELIMINAR EL CALOR DE LA SUPERFICIE DETRABAJO POR ELLO, DEBEN REUNIR TRES REQUISITOS: TENER BUENA CONDUCTIVIDAD ELECTRICA TENAZIDADY ALTA RESISTENCIA MECANICA A ALTASTª TENER BUENA CONDUCTIVIDADTERMICA SISTEMA PORTAELECTRODOS/ELECTRODOS(2) Profesor: Juan Carlos Rubio JUEGO DE ELECTRODOS
- 50. EN LOS ELECTRODOSTRONCOCONICOS SE CALIENTA MAS SUPERFICIEY PROVOCAN UNA FUSION PROFUNDA CON BORDES AFILADOS (30% DEL GROSOR DE LA CHAPA) EN LOS ESFERICOS LA CORRIENTE SE CONCENTRA EN EL CENTROY EL CALENTAMIENTO ES MAS RAPIDOY MENOR, SIENDO LA FUSION MENOR (15% DEL GROSOR DE LA CHAPA) SISTEMA PORTAELECTRODOS/ELECTRODOS(3) Profesor: Juan Carlos RubioDIFERENTE HUELLA DE ELECTRODOS TROCOCONICOSY ESFERICOS
- 51. GEOMETRÍA DE LA PUNTA DE LOS ELECTRODOS TRONCOCONICOSY ESFERICOS EL DIAMETRO DEL ELECTRODO Ó EL RADIO DE CURVATURA SE CALCULAN EN FUNCIÓN DEL ESPESOR DE LA CHAPAS, SIENDO: SISTEMA PORTAELECTRODOS/ELECTRODOS(4) Profesor: Juan Carlos Rubio
- 52. EXISTEN UTILES EXPECIFICOS PARA MANTENER LAS PUNTAS EN PERFECTO ESTADOY CONSEGUIR PUNTOS DE CALIDAD SISTEMA PORTAELECTRODOS/ELECTRODOS(5) Profesor: Juan Carlos Rubio AFILADO DEL ELECTRODO CON EL SACAPUNTAS AFILADO DEL ELECTRODO CON BROCA UTIL PARA AFILAR LA PUNTA DE LOS ELECTRODOS
- 53. PUNTAS DE ELECTRODOS CONSUMIBLES EXISTEN CAPSULAS/DEDALES REEMPLAZABLES PARA SUSTITUIR EN CASO DE EXCESIVO DESGASTE SISTEMA PORTAELECTRODOS/ELECTRODOS(6) CAPSULAS INTERCAMBIABLES Profesor: Juan Carlos RubioCAMBIO DE CÁPSULA O DEDAL
- 54. SI SE SUELDAN DOS PIEZAS DE DISTINTO ESPESOR: LA CHAPA MAS GRUESATIENE MAS RESISTENCIA, DEBIENDO UTILIZAR UNA PUNTA CON DIAMETRO MAS PEQUEÑO EN LA CHAPA MAS GRUESA SI SE SUELDAN DOS MATERIALES DIFERENTES: EN EL MATERIALCON MAYOR CONDUCTIVIDAD SE DEBE APLICAR UN ELECTRODO CON MAYOR DIAMETRO,ASEGURANDO EL EQUILIBRIO TERMICO SISTEMA PORTAELECTRODOS/ELECTRODOS(7) Profesor: Juan Carlos Rubio DIMENSIONES DE LA PUNTA DEL ELECTRODO TRONCOCONICO DEPENDIENDO DEL ESPESORY MATERIAL DE LOS METALES
- 55. COMO SE COMENTO EN EL APARTADO DE PINZA DE SOLDADURA, PUEDE SER HIDRAULICO Ó NEUMATICO TRABAJANDO CON PRESIONES ELEVADAS DE PARA ACEROY PARA ALUMINIO LOS SISTEMAS MANUALES ESTAN EN DESHUSO SISTEMA DE PRESION Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio PINZA EN “X” NEUMATICA PINZA HIDRAULICA EN “C” REFRIGERADA POR AGUA •DEBE SER REGULADA DEACUERDO CON EL ESPESOR DE LOS MATERIALESY SU NATURALEZA •PRESION RECOMENDADA: PARA EL ACERO: 10 KG/MM2 (1000 KG/CM2) PARA AL: 8 KG/MM2 PARA ACEROS ALE: 50 DANW = 5 NW·9,8 KG = 50KG/MM2
- 56. PARA FACILITAR EL MANEJO DE LA PINZA LOS EQUIPOS ESTAN DOTADOS DE UN EQUILIBRADOR Ó SUSPENSOR CONSISTE EN UN BRAZO METALICA FIJADO AL CUERPO EN CUYO EXTREMO SE COLOCA: UNTROQUEL DE POLEA CON CABLE DE ACERO UNTAMBOR CONICO CON UN RESORTE DE LAMINA SISTEMA DE SUSPENSION Profesor: Juan Carlos Rubio EQUIPO DOTADO DE SUSPENSION
- 57. EQUIPO DE PROTECCION PERSONAL CONSTA DE: (EPIS) GAFASTRANSPARENTES CALZADO, GUANTESY MONO EQUIPO DE PROTECCION PERSONAL PRENDAS DE PROTECCION DEL SOLDADOR Profesor: Juan Carlos Rubio
- 58. EQUIPOS DE SOLDADURA POR PUNTOS DIFERENTES EQUIPOS DE SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio CONSTITUCIONDELEQUIPO
- 59. PRECISAN EL SIGUIENTE MANTENIMIENTO: SI SE EMPLEA ALARGADERA DE ALIMENTACION DE CORRIENTE, HA DETENER LA SECCION SUFICIENTE MANTENER CORRECTAMENTE EL CABLEADO NO FORZAR LAS CONEXIONES LIMPIARY PREPARAR LAS PUNTAS DE LOS ELECTRODOS COMPROBAR ES SISTEMA DE SUJECCION DE LA PINZA DE SOLDADURA NOTIRAR DEL CABLE DE CONEXIÓN PARA MOVER LA MAQUINA LIMPIAR EL POLVO DEL INTERIOR DE LA MAQUINA CON AIRE A PRESION 3.1MANTENIMIENTODELEQUIPO LIMPIEZA DE LA FUENTE DE ALIMENTACION Profesor: Juan Carlos Rubio
- 60. DURANTE EL PROCESO DE LA SOLDADURA POR PUNTOS SE PRODUCE LA SIGUIENTE SECUENCIA: PERIODO DE ACERCAMIENTO Ó BAJADA TIEMPO DE SOLDADURA (RAMPA Ó IMPULSOS) TIEMPO DE MANTENIMIENTO/FORJADO TIEMPO DE ENFRIAMIENTO/CADENCIA 4.FASESDELPROCESODESOLDEO SECUENCIA DE LA SOLDADURA POR RESISTENCIA Profesor: Juan Carlos Rubio
- 61. TIEMPO QUETRANSCURRE ENTRE LA APROXIMACION DE LOS ELECTRODOSY EL PASO DE LA CORRIENTE ELECTRICA (1 SEG) (PREVIAMENTE SE COLOCA LA PINZA FIJA SOBRE LAS CHAPAS) LA PRESION SE ELEVA RAPIDAY PROGRESIVAMENTE FASESDELPROCESODESOLDEO Profesor: Juan Carlos RubioCICLO DE EJECUCION DE UN PUNTO DE SOLDADURA PERIODO DE ACERCAMIENTO/BAJADA
- 62. TIEMPO EN EL QUE LA CORRIENTE ESTA PASANDO ENTRE CHAPAS (1,2 SEG) (PREVIAMENTE HAY UNA SUBIDA PROGRESIVA DETENSION/RAMPA) SE PUEDE REGULAR ELTIEMPO DE RAMPA Ó DE IMPULSOS LA PRESION ES NORMAL,SEGUN MATERIAL PUEDE DISMINUIR FASESDELPROCESODESOLDEO Profesor: Juan Carlos RubioCICLO DE EJECUCION DE UN PUNTO DE SOLDADURA TIEMPO DE SOLDADURA
- 63. TIEMPO QUETRANSCURRE ENTRE EL CORTE DE LA CORRIENTEY EL LEVANTAMIENTO DE LOS ELECTRODOS (0,5 SEG) (PREVIAMENTE HAY UNA BAJADA PROGRESIVA DETENSION) LA PRESION AUMENTA, GARANTIZANDO LA FORJA FASESDELPROCESODESOLDEO Profesor: Juan Carlos RubioCICLO DE EJECUCION DE UN PUNTO DE SOLDADURA TIEMPO DE MANTENIMIENTO/FORJADO
- 64. SECUENCIA DE LA SOLDADURA POR RESISTENCIA TIEMPO DE SEPARACION DE ELECTRODOS LA PRESION DISMINUYE PROGRESIVAMENTE FASESDELPROCESODESOLDEO Profesor: Juan Carlos Rubio TIEMPO DE ENFRIAMIENTO/CADENCIA
- 65. FASES DEL PROCESO DE SOLDADURA POR RESISTENCIA FASESDELPROCESODESOLDEO Profesor: Juan Carlos Rubio PERIODO DE ACERCAMIENTOCOLOCACION DE LA PINZA FIJA TIEMPO DE SOLDADURA TIEMPO DE MANTENIMIENTO TIEMPO DE SEPARACION NUEVO PUNTO
- 66. EXISTEN LOS SIGUIENTESTIPOS DE SOLDADURASY UNIONES POR RESISTENCIA: SOLDADURA POR PUNTOS SOLDADURA POR PUNTOS SIN MARCAR LACARAVISTA SOLDADURA DE DOBLE PUNTO SOLDADURACON UN SOLO ELECTRODO POR EMPUJE ATOPE SOLDADURA POR PROTUBERANCIAS (NUEVASTECNOLOGIAS) SOLDADURA POR ROLDANA/COSTURA (NUEVASTECNOLOGIAS) SOLDADURA POR CHISPORROTEO (NO SE EMPLEA EN AUTOMOCION) SOLDADURA POR PERCUSION (NO SE EMPLEA EN AUTOMOCION) 5.TIPOSDEUNIONESENLASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio SOLDADURA POR PUNTOS
- 67. SOLDADURA POR PUNTOS DE UN COSTADO DE FURGONETA POR MONTADO SE EMPLEA EN LA MAYORIA DE LOS CASOS PUEDE SER: MEDIANTE SOLAPADO MEDIANTE MONTADO DE UNA CHAPA EN OTRA TIPOSDEUNIONESENLASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio SOLDADURA POR PUNTOS SOLDADURA POR SOLAPADO
- 68. SE EMPLEA PARA CAMUFLAR EL PUNTO EN ZONAS DONDE LA MARCA DE “LENTEJA” NO PUEDE SERVISIBLE POR EJEMPLO EL PANEL DE UNA PUERTA SOLDADO AL MARCO INTERPONIENDO ENTRE LA PIEZAY EL ELECTRODO UNA PLACA DE COBRE (SE PUEDE USAR LA PROPIA MASA DEL EQUIPO MULTIFUNCION) TIPOSDEUNIONESENLASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio SOLDADURA POR PUNTOS SIN MARCAR PUNTO SIN MARCAR POR LA CARAVISTA PLACA DE COBRE PARA NO DEJAR MARCAS
- 69. SOLDADURA CON DOBLE PUNTO SE EMPLEA CUANDO NO SETIENE ACCESO A LAS DOS CHAPAS APLICANDOSE LOS DOS ELECTRODOS SOBRE UNA DE LAS CHAPAS SOLO SE EMPLEA SI NO EXISTE OTRA OPCION ESCASA RESISTENCIA TIPOSDEUNIONESENLASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio SOLDADURA DE DOBLE PUNTO POR EMPUJE SOLDADURA DE DOBLE ELECTRODO
- 70. SOLDADURA POR EMPUJE CON UN SOLO ELECTRODO SE REALIZA CON LA PISTOLAY EL ELECTRODO DEL EQUIPO MULTIFUNCION CONSISTE EN SOLDAR DOS CHAPAS POR EMPUJE ATOPE COLOCANDO LA MASA EN LA PIEZA POSTERIOR LO MAS CERCA ES PREFERIBLE SUSTITUIRLOS POR SOLDADURA MIG-MAG A TAPON (POCA RESISTENCIA) TIPOSDEUNIONESENLASOLDADURAPORPUNTOS Profesor: Juan Carlos Rubio SOLDADURA CON UN ELECTRODO(EQUIPO MULTIFUNCION) SOLDADURA POR EMPUJE
- 71. VIDEO DEMOSTRATIVO DE LA SOLDADURA POR PUNTOS DE RESISTENCIA Profesor: Juan Carlos Rubio VIDEO COMPLETO ( MIN)
- 72. COMO NORMAS GENERALES, A CONTINUACION SE ANALIZAN: 1. LOS PASOS DE UN PROCESOTEORICO 2. LOS ASPECTOS MAS IMPORTANTES DURANTE LA EJECUCION DE LATECNICA DE SOLDEO 6.PROCESOOPERATIVOPARALASOLDADURA (PROCESOTEORICOYASPECTOSIMPORTANTESENLATECNICADESOLDEO) Profesor: Juan Carlos RubioSOLDADURA POR PUNTOS DE UN COSTADO DE FURGONETA Profesor: Juan Carlos Rubio
- 73. PROTECCION CON MANTA IGNIFUGA UN PROCESOTEORICO RECOMENDADO PARA SOLDAR POR PUNTOS DE RESISTENCIA, SERIA: ORGANIZAR EL PUESTO DETRABAJO EQUIPARSE CON LOS EPIS PROTEGER EL RESTO DELVEHÍCULO 6.1PROCESOTEORICO Profesor: Juan Carlos RubioEPIS EN SOLDADURA POR PUNTOS
- 74. PREPARAR LOS BORDES DE LAS PESTAÑAS (ENDEREZADO, ELIMINACION DE CATAFORESIS DE LAS CUATRO CARAS DEL PUNTO Y APLICACIÓN DE PROTECCIONANTICORROSIVA DE ZINC EN ESPRAY ENTRE CHAPAS) PROCESOTEORICO Profesor: Juan Carlos Rubio ELIMINACION DE CATAFORESIS EN LA ZONA DEL PUNTO APLICACIÓN DE PROTECCION ANTICORROSIVA PREVIA A LA SOLDADURA
- 75. PANEL DE MANDO DE UN EQUIPO INVERTER PREPARAR EL EQUIPO (REGULACION DE PARAMETROS) PROCESOTEORICO Profesor: Juan Carlos Rubio
- 76. EFECTUAR UNA SOLDADURA DE PRUEBA EN UNA PROBETA DE IGUAL ESPESOR PROCESOTEORICO PROBETA DE IGUAL ESPESOR Profesor: Juan Carlos Rubio
- 77. CONTROLAR LA CALIDADY RESISTENCIA DEL PUNTO: NUCLEO BLANCO EN EL CENTRO, RODEADO DE UN CIRCULO AZUL/MARRON ROMPERLO CON LOS ALICATES SUJETANDO LA PROBETA ENTORNILLO EL DIAMETRO DEL NUCLEO EN DOS CHAPAS DE 0,7 MM, HA DETENER 5 MM PROCESOTEORICO CARACTERÍSTICAS DE UN PUNTO CORRECTO CARACTERÍSTICAS DE UN PUNTO CORRECTO SEPARACION DE UN PUNTO DE SOLDADURA CONTROL DE LAS PROPIEDADES DE UN PUNTO CORRECTO Profesor: Juan Carlos Rubio
- 78. DURANTE EL PROCESO REAL DE SOLDEOY PARA LA PREVENCION DE DEFECTOS DE SOLDEO, ES NECESARIOTENER E CUENTA LOS SIGUIENTES ASPECTOS/RECOMENDACIONES: APROXIMAR EL ELECTRODO FIJO A LAS CHAPAS NO EL MOVIL ASEGURAR LOS ESPACIOS ENTRE CHAPAS CON MORDAZAS DE PLASTICO 6.2ASPECTOSIMPORANTESENLATECNICADESOLDEO SUJECCION CON PINZAS DE PLASTICO ACOPLAMIENTO DE LAS PIEZAS A UNIR Profesor: Juan Carlos Rubio
- 79. COLOCAR LOS ELECTRODOS ALINEADOSY DE IGUAL LONGITUD ASPECTOSIMPORANTESENLATECNICADESOLDEO Profesor: Juan Carlos Rubio COLOCACION CORRECTA DE LOS ELECTRODOS ALINEACION DE LOS ELECTRODOS LIMPIARY CENTRAR LOS ELECTRODOS
- 80. AFILAR LOS ELECTRODOS PERIODICAMENTE CON EL UTIL/TALADRO Ó CAMBIAR EL DEDAL CUANDO ESTE DETERIORADO (DIAMETRO CORRECTO DE LA PUNTATRONCOCONICA/ESFERICA) ASPECTOSIMPORANTESENLATECNICADESOLDEO Profesor: Juan Carlos Rubio AFILADO DEL ELECTRODO CON EL SACAPUNTAS AFILADO DEL ELECTRODO CON BROCA
- 81. ELECTRODOS DE MENOR LONGITUD POSIBLE UTILIZAR BRAZOS PORTAELECTRODOS LO MAS CORTO POSIBLE (SIEMPRE QUE SEA POSIBLE, EVITANDO PERDIDAS DE PRESION) ASPECTOSIMPORANTESENLATECNICADESOLDEO Profesor: Juan Carlos Rubio SELECCIÓN DEL BRAZO ADECUADO
- 82. MANTENER LA DISTANCIA ENTRE PUNTOS/PASO DE 4/6 CMY CON EL BORDE EXTERIOR/RECUBRIMIENTO DE 1 CM (EFECTO SHUNTY EXPULSION DEL NUCLEO DE FUSION DE SOLDADURA POR EL BORDE DE LA JUNTA) ASPECTOSIMPORANTESENLATECNICADESOLDEO DISTANCIAAL BORDE O RECUBRIMIENTO:R=2,5·D (1 CM DISTANCIA ENTRE PUNTOS O PASOTABLA DE DISTANCIA ENTRE PUNTOS SEGÚN ESPESORES DE CHAPA DISTANCIACORRECTA É INCORRECTA ENTRE PUNTOS Profesor: Juan Carlos Rubio
- 83. REFRIGERAR LAS PUNTAS AL AIRE SIN AGUA, SI EL EQUIPO NO DISPONE DE SISTEMA DE REFRIGERACION (SI SE INTRODUCEN EN UN CUBO DE AGUA SE PRODUCE RECOCIDO/ABLANDAMIENTO) AL SOLDAR DISTINTOS ESPESORES, REGULAR PARAMETROS EN FUNCIÓN DEL ESPESOR MENOR NO HACER COINCIDIR LOS PUNTOS ANTIGUOS CON LOS NUEVOS ASPECTOSIMPORANTESENLATECNICADESOLDEO NO HACER COINCIDIR LOS PUNTOS ANTIGUOS CON LOS NUEVOS Profesor: Juan Carlos Rubio
- 84. EN LA MAYORIA DE CASOS SE DEBE A LA MALA PREPARACION DE LA SUPERFICIE ÓTECNICA DE ELECCION DE PARAMETROS: 7.DEFECTOSENLOSPROCESOS DESOLDAURAPOR PUNTOSDERESISTENCIA: Profesor: Juan Carlos Rubio
- 86. TABLA DE DISTANCIA ENTRE PUNTOS DERIVACION DE LA CORRIENTE POR EFECTO SHUNT SEGUNDO PUNTO IMPERFECTO POR DERIVACION DE LA CORRIENTE DEFECTOSENLOSPROCESOS DESOLDADURAPOR PUNTOSDERESISTENCIA: Profesor: Juan Carlos Rubio LA SOLIDEZ DEL CONJUNTO NO SE INCREMENTA AL REALIZAR MAS PUNTOSY MAS CERCA POR EL CONTRA SE PRODUCE UNA DERIVACION DE CORRIENTE AL PUNTO MAS CERCANO (EFECTO SHUNT) SE PRODUCE UN CONSUMO EXCESIVO DE CORRIENTEY PUNTOS DE BAJA CALIDAD DISTANCIA CORRECTA SEGÚNTABLA DE ESPESORES (DE 4 A 6 CM)
- 87. EL ALUMINIO ES UN GRAN CONDUCTORTERMICOY ESTA RECUBIERTO POR OXIDO DE ALUMINIO (ALUMINA) QUE PROTEGE DE LA OXIDACION,PERO DIFICULTA EL PROCESO: HACIENDO DE AISLANTE ELECTRICO TENIENDO UN ALTO PUNTO DE FUSION A PESAR DE LOS INCONVENIENTES, SE PUEDE SOLDAR SIGUIENDO LOS SIGUIENTES PASOS: 8.PROCESODESOLDURAPORRESITENCIAENAL Profesor: Juan Carlos Rubio •ELIMIAR LA CAPA DE ALUMINA UTLIZANDO UN CEPILLO DE ACERO INOXIDABLE Ó DE CROMO NIQUEL •RECORDAD QUE ESTAS HERRAMIENTAS NO SE DEBEN UTILIZAR PARATRABAJAR CON ACERO PARA EVITAR CONTAMINACION
- 88. PROCESODESOLDURAPORRESITENCIAENAL Profesor: Juan Carlos Rubio •ACOPLAR ENTRE LOS ELECTRODOS Y LAS PIEZAS A SOLDAR UNAS LAMINAS DE ACERO INOXIDABLE, DETAL FORMA QUE EL CONTACTO DE LOS ELECTRODOS SE REALICE SOBRE DICHAS LAMINAS •UNAVEZ REGULADA LA MAQUINA EL CALOR GENERADO SE CONCENTRA EN LAS LAMINAS DE AC INOXIDABLE •LAS LAMINAS NO LLEGARAN A FUNDIRSE (PUNTO DE FUSION AC INOX 1500ºCY AL 600ºC) •EL CALOR PRODUCIDO EN LAS LAMINAS ES TRANSMITIDO AL ALUMINIO •PRODUCIENDOSE EL PUNTO DE SOLDADURA
- 89. EJEMPLO DE SOLDADURA POR RESISTENCIA EN AL: PROCESODESOLDURAPORRESITENCIAENAL POSICIONAR LAS PIEZAS A SOLDARY AÑADIR LAS LAMINAS DE ACERO INOXIDABLE EN CADA LADO ELIMINACION DE LA CAPA DE ALUMINA,CONTINUANDO CON EL PROCESO DE FORMA INMEDIATA, PARA EVITAROXIDACION Ó CONTAMINACION REALIZAR LOS PUNTOS DE SOLDADURA CON UNOS ALICATES RETIRAR LAS LAMINAS DE ACERO INOXIDABLE INTERPUESTAS Profesor: Juan Carlos Rubio
- 90. EL EQUIPO DE SOLDADURA POR PUNTOS, PUEDE ESTAR DOTADO DE OTROS ACCESORIOS PARATRABAJAR POR RESISTENCIA ELECTRICA, DENOMINADOSE EQUIPO MULTIFUNCION, ESTOS ACCESORIOS SON: ELECTRODO DE CARBONOY COBRE PARA RECOGIDO POR CALOR/FRIO PISTOLA PARA SOLDADURA DE CLAVOSY ESTRELLAS EN REPARACION 9.TRATAMIENTOSTERMICOSPORRESISTENCIA (EQUIPOMULTIFUNCION) Profesor: Juan Carlos Rubio
- 91. LAS NORMAS SEGURIDAD EN EL MANEJO DE EQUIPOS DE SOLDADURA POR PUNTOS DE RESISTENCIA SON: 10.NORMASDESEGURIDAD,RIESGOSY SEÑALIZACIONPREVENTIVA NUNCATENER EL CABLE SOBRE EL CUERPO Profesor: Juan Carlos Rubio
- 92. LOS RIESGOSY MEDIDAS DE PREVENCIONY PROTECION SON NORMASDESEGURIDAD,RIESGOSYSEÑALIZACION PREVENTIVA SOLDAR SIEMPRE CON PROTECCION LOS RIESGOS EN EL MANEJO DE EQUIPOS DE SOLDADURA POR PUNTOS DE RESISTENCIA SON: Profesor: Juan Carlos Rubio
- 93. NORMASDESEGURIDAD,RIESGOSYSEÑALIZACION PREVENTIVA Profesor: Juan Carlos Rubio LA SEÑALIZACION PREVENTIVA EN EL MANEJO DE EQUIPOS DE SOLDADURATIG:
- 94. VIDEO DIDACTICO DE LA SOLDADURA POR PUNTOS DE RESISTENCIA Profesor: Juan Carlos Rubio VIDEO SOBRE NORMAS DE SEGURIDAD ( MIN)
- 95. LA SIMBOLOGIA DE LOS MANUALES DE REPARACION, USA PICTOGRAMAS PARA IDENTIFICAR: OPERACIONES HABITUALES Ó ESPECIFICAS CON SECUENCIACION PROCESOS HERRAMIENTAS DIMENSIONES ESTA SIMBOLOGIAN CONSTA DE: ELEMENTOS PRINCIPALES/ELEMENTALES ELEMENTOS SECUNDARIOS/EVENTUALES 11.SIMBOLOGIA Profesor: Juan Carlos Rubio
- 96. SIMBOLOGIA Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio
- 97. LOS SIGUIENTES METODOS SE CONSIDERAN NUEVAS TECNOLOGIAS, EMPLEANDOSE MAYORITARIAMENTE EN PROCESOS DE FABRICACION: SOLDADURA POR ROLDANAS SOLDADURA POR PROTUBERANCIAS 12.NUEVASTECNOLOGIASENSOLDADURAPOR RESISTENCIA SOLDADURA POR ROLDANAS Profesor: Juan Carlos Rubio SOLDADURA POR PROTUBERANCIAS
- 98. Profesor: Juan Carlos Rubio SOLDADURA POR ROLDANAS SE EMPLEA EN FABRICACION PARA UNION DE ELEMENTOS FIJOS (UNIONES DETECHO) TAMBIEN ES MUY SIMILAR A LA SOLDADURA POR PUNTOS DE RESISTENCIA POR FORJAY ALCANZANDO EL ESTADO PASTOSO DEL MATERIAL BASE 12.1SOLDADURAPORROLDANAS
- 99. SOLDADURA POR ROLDANAS SOLDANDO ATRAVES DE DOS RODILLOS POR LOS QUE SE DESPLAZAN LAS CHAPAS A UNIR EL RESULTADO SON PUNTOS SOLAPADOS EN CORDON LINEAL SOLDADURAPORROLDANAS Profesor: Juan Carlos Rubio
- 100. SE EMPLEA EN FABRICACION PARA UNION DE ELEMENTOS FIJOS ES MUY SIMILAR A LA SOLDADURA POR PUNTOS DE RESISTENCIA SOLDANDO ATRAVES DE DOS ELECTRODOS POR FORJAY ESTADO PASTOSO DEL MATERIAL A UNIR Profesor: Juan Carlos Rubio SOLDADURA POR PROTUBERANCIAS 12.2SOLDADURAPORPROTUBERANCIAS
- 101. UNO DE LOS METALES BASETIENE PRACTICADAS DOS PROTUBERANCIAS EN FORMA DE LENTEJAS EL PASO DE LA CORRIENTE NO SE DEFINE EN FUNCIÓN DE LOS ELECTRODOS, SINO DE LAS DIMENSIONES DE LOS RESALTES Profesor: Juan Carlos Rubio SOLDADURA POR PROTUBERANCIAS SOLDADURAPORPROTUBERANCIAS
- 102. VIDEO DIDACTICO DE LA SOLDADURA POR RESISTENCIA Profesor: Juan Carlos Rubio VIDEO SOBRE SOLDADURA POR ROLDANA ( MIN)
- 103. VIDEO DIDACTICO SOBRE HISTORIA DE NUEVASTECNICAS DE SOLDEO (45 MIN) VIDEO SOBRE NUEVAS TECNOLOGIAS EN UNIONES Profesor: Juan Carlos Rubio
- 104. FUNDAMENTOY CARACTERISTICAS SOLDADURA POR PUNTOS DE RESISTENCIA: • VERDADERA SOLDADURA • AUTOGENA • POR FORJA PARAMENTROSY CONSUMIBLES TIPOS DE UNIONESY PROCESOS DE SOLDEO DEFECTOS DE SOLDEO • TIPO DE CORRIENTE • INTENSIDAD YTIEMPO • PRESION EN LOS ELECTRODOS • TIPO DE ELECTRODO • DIAMETRO DEL ELECTRODO • DISTANCIA ENTRE PUNTOS Y AL BORDE • UNIONES POR EL BORDE • UNIONES POR EL MODO DE SOLDAR • PROCESO TEORICO • TECNICA DE SOLDEO • SOLDADURA PO PROTUBERANCI • SOLDADURA PO ROLDANAS RESUMEN DE LA UNIDAD 11 Profesor: Juan Carlos Rubio CONSTITUCION DEL EQUIPO • EQUIPO • PUESTO DE SOLDADURA • EQUIPO DE PROTECCION • EQUIPO MULTIFUNCION NUEVAS TECNOLOGIAS (OTROS METODOS DE SOLDADURA) • FALTA DE PRESION, INTENSIDAD ÓTIEMPO • EXCESIVA PRESION, INTENSIDAD ÓTIEMPO • EFECTO SHUNT
- 105. RESUMEN DE LA UNIDAD 11 Profesor: Juan Carlos Rubio SOLDADURA POR PUNTOS DE RESITENCIA:
- 106. RESUMEN INDICE DEL TEMA 11 Profesor: Juan Carlos Rubio 1. FUNDAMENTOY CARACTERISTICAS 2. PARAMETROS DE LA SOLDADURA POR PUNTOS 3. CONSTITUCION DEL EQUIPO DE SOLDEO POR PUNTOS 4. FASES DEL PROCESO DE SOLDADURA 5. TIPOS DE SOLDADURASY UNIONES POR RESISTENCIA 6. PROCESO OPERATIVO PARA REALIZAR LA SOLDADURA (PROCESO TEORICOY ASPECTOS IMPORTANTES EN LATECNICA DE SOLDEO) 7. DEFECTOS É INCIDENCIAS MAS HABITUALES 8. PROCESO DE SOLDADURA POR RESISTENCIA ELECTRICA EN AL 9. TRATAMIENTOS TERMICOS POR RESISTENCIA (EQUIPO MULTIFUNCION) 10. NORMAS DE SEGURIDAD É HIGIENE EN LAS OPERACIONES DE SOLDADURA POR PUNTOS DE RESISTENCIA 11. SIMBOLOGIA 12. NUEVASTECNOLOGIAS EN SOLDADURA POR PUNTOS (SOLDADURA POR PROTUBERANCIASY POR ROLDANAS)
- 107. GRACIAS POR SU ATENCIÓN ESPERO HAYA SIDO DE SU AGRADO Profesor: Juan Carlos Rubio
- 108. 1. Cual es el Fundamento de la Soldadura por puntos de resistencia? 2. De que consta el equipo de soldadura? 3. Que parámetros son mas importantes a la hora de regular el equipo? 4. Cuales son las bases para una buenaTécnica de soldeo? 5. Cuales son las causas de los defectos de soldeo? 6. Que riesgos existen en el proceso de soldeo? ACTIVIDADES DE REPASO DE GRUPO: Profesor: Juan Carlos Rubio
- 109. 1. CREES QUE LA SOLDADURA POR PUNTOS EN FABRICACION ESTA EN DESHUSO? 2. DONDE SERIA DE GRAN UTILIDAD? ACTIVIDADES DE DEBATE SOBRE LA UT Profesor: Juan Carlos Rubio
- 110. ACTIVIDADES DE AMPLIACION (SI SE EVALUA POR ENCIMA DE 5 CONTARA 0,025 PUNTOS PARA EL EXAMEN DE LA UNIDAD) A) REALIZA EN ELTALLER SOBRE PROBETAS DE CHAPA DE ACEROY ALUMINIO DISTINTOSTIPOS DE UNIONES SEGÚN EL BORDE DE LAS PIEZASY EL MODO DE SOLDAR B) REALIZA LA REGULACION DE LOS PARAMETROS DEL EQUIPO EN EL PROCESO DE LA ACTIVIDAD “A” C) REALIZA UNTRABAJO EN POWER POINT Ó WORD DONDE SE RECOGAN: LOS RIESGOS EN SODADURAS POR PUNTOS LOS EQUIPOS DE PROTECCION INDIVIDUALY DE INSTALACIONES LA SEÑALIZACION PREVENTIVA Profesor: Juan Carlos Rubio
- 111. ACTIVIDADES DE CONSOLIDACION Profesor: Juan Carlos Rubio EXAMEN PRACTICO 1(45%, 95%+5%). ENTREGAR ANTES DE HACER EL EXAMEN TEORICO DE LA U.T. SE REDACTARA DE FORMA INDIVIDUAL EN LAS FICHAS DE MEMORIA A) TOMA 2 MUESTRAS RECTANGULARES DE CHAPA DE UNA CARROCERÍA (10 X 10 CM, APROXIMADAMENTE),Y REALIZA REGULANDO DEL EQUIPO DE SOLDEO POR PUNTOS, CUMPLIENDO LAS MEDIDAS DE SEGURIDAD APROPIADASY CON LATECNICA CORRECTA, LAS SIGUIENTES SOLDADURAS: SOLDADURA A SOLAPE SOLDADURA POR PESTAÑAS SOLDADURA ATOPE SIN MARCAR LA CARAVISTA SOLDADURA DE DOBLE PUNTO
- 112. REALIZAR UNA PRESENTACION PPT Ó UNA FICHA DE MEMORIA DE PRACTICAS CON FOTOGRAFIAS DE: LOS RIESGOS EN SODADURAS POR PUNTOS LOS EQUIPOS DE PROTECCION INDIVIDUALY DE INSTALACIONES LA SEÑALIZACION PREVENTIVA PUDIENDO USAR: CAMARA Ó MOVIL DE FOTOS EN ELTALLER MEDIANTE EL USO DE LASTIC COMO INTERNET REVISTAS ONLINE (CESVIMAP REVISTA) EXAMEN PRACTICO 2(45%, 95%+5%). ENTREGAR ANTES DE HACER EL EXAMEN TEORICO DE LA U.T. SE REDACTARA DE FORMA INDIVIDUAL EN LAS FICHAS DE MEMORIA Profesor: Juan Carlos Rubio
- 113. ARTICULO SOBRE EQUIPO MULTIFUNCION CON SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio MATERIAL DE ESTUDIO, REALIZARE ALGUNA PREGUNTA EN EL EXAMENTEORICO
- 114. ARTICULO SOBRE EQUIPO MULTIFUNCION CON SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 115. ARTICULO SOBRE EQUIPO MULTIFUNCION CON SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 116. ARTICULO SOBRE EQUIPO MULTIFUNCION CON SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 117. ARTICULO SOBRE EQUIPO MULTIFUNCION CON SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 118. ARTICULO SOBRE SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio MATERIAL DE ESTUDIO, REALIZARE ALGUNA PREGUNTA EN EL EXAMENTEORICO
- 119. ARTICULO SOBRE SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 120. ARTICULO SOBRE SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 121. ARTICULO SOBRE SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 122. ARTICULO SOBRE SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 123. ARTICULO SOBRE SOLDADURA POR PUNTOS Profesor: Juan Carlos Rubio
- 124. EXAMENTIPOTEST DE LA UNIDAD CON EL GENERADOR DE EXAMENES DE EDITEX EVALUA TUS CONOCIMIENTOS: Profesor: Juan Carlos Rubio