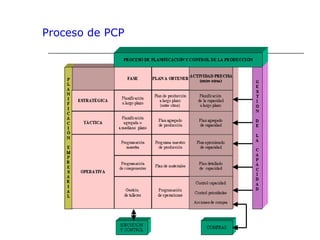
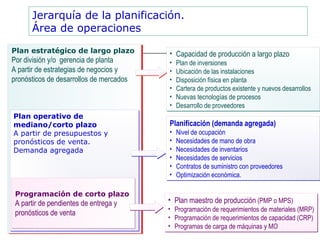
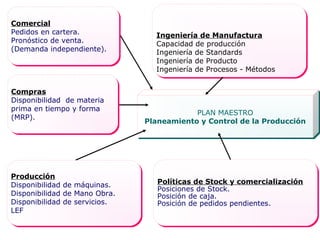
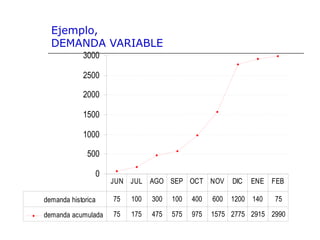
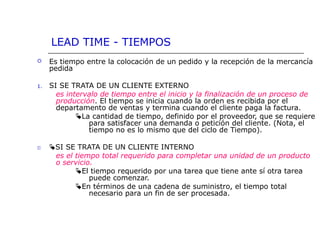
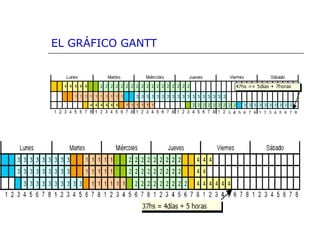
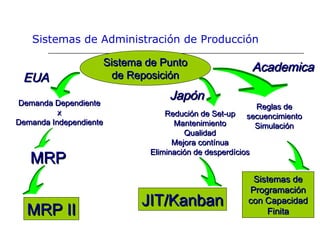
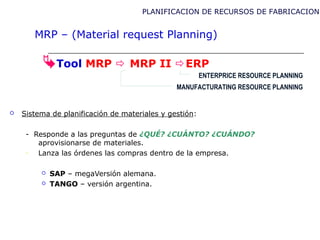
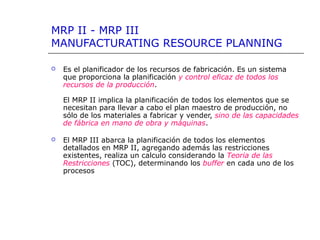
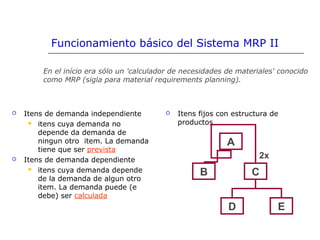
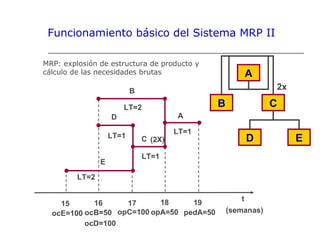
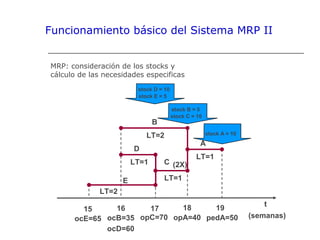
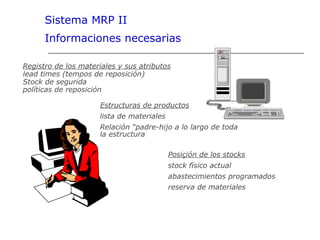
Este documento describe diferentes tipos de producción y herramientas de planificación. Distingue entre producción a stock en fábricas que usan herramientas como MRP y producción a pedido en talleres que usan el diagrama de Gantt. Explica conceptos como planificación, programación y control de la producción. También cubre temas como modalidades de producción, planificación agregada y el plan maestro de producción.







![Simulación
Obtención de números aleatorios de
una distribución F(x).
y ∈ U[0,1]
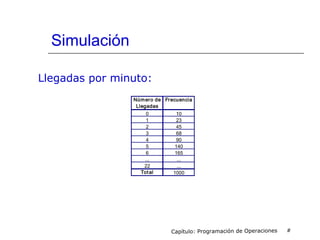
Capítulo: Programación de Operaciones #
x
y
1.0
Fc(x)
xo](https://image.slidesharecdn.com/04cl-planificacionyprogramaciondefabricas-180317004751/85/04cl-planificacion-y-programacion-de-fabricas-77-320.jpg)










































![Presentacion sabado i[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentacionsabadoi1-101118150041-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)