Descargado 98 veces







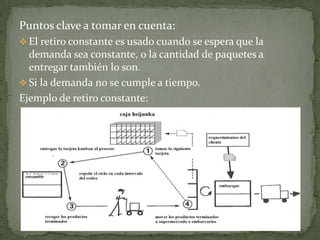






Este documento describe varios conceptos y herramientas clave de la manufactura esbelta como Heijuka, retiro constante, caja Heijuka, runner y mediables. Explica cómo Heijuka ayuda a nivelar la demanda del cliente, el propósito de la caja Heijuka y cómo funciona el retiro constante. También detalla las responsabilidades de un runner y los pasos para establecer mediables efectivos.























































































