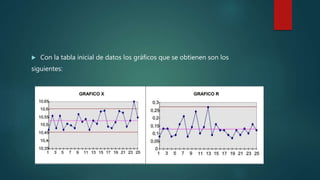
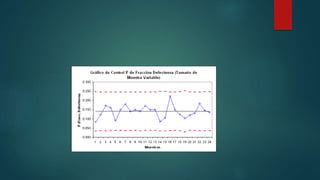
El documento trata sobre diagramas de control. Explica que un diagrama de control es una herramienta para controlar procesos de producción e identificar posibles inestabilidades. Detalla los diagramas de control de variables (X, R, S) y de atributos (p, c), y cómo se usan para medir características de calidad como variables continuas, binarias o discretas. También incluye un ejemplo de cómo construir e interpretar un diagrama de control X-R.














![Graficas de control por atributo y por variable [autoguardado]](https://cdn.slidesharecdn.com/ss_thumbnails/graficasdecontrolporatributoyporvariableautoguardado-150206091927-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)





























































