Descargado 21 veces
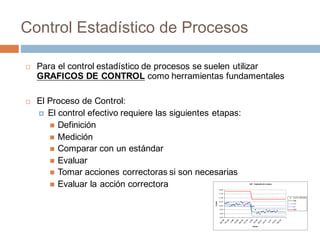
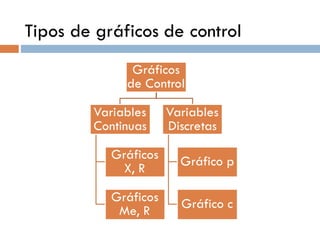
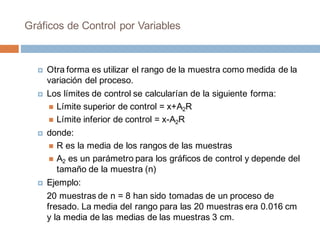
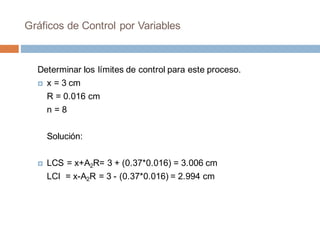
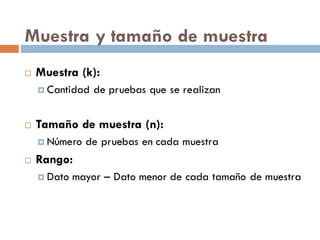

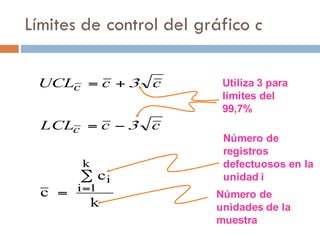

Este documento presenta una introducción al análisis estadístico de procesos y al control estadístico de procesos. Explica conceptos básicos como universo, población, frecuencia y muestra. Luego describe los gráficos de control como herramientas fundamentales para distinguir entre variabilidad aleatoria y no aleatoria en un proceso, y cómo se usan para determinar cuándo un proceso está bajo control. Finalmente, presenta diferentes tipos de gráficos de control para variables continuas y atributos.




















































![Curso control estadisticos_de_procesos[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cursocontrolestadisticosdeprocesos1-130925184706-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)











































