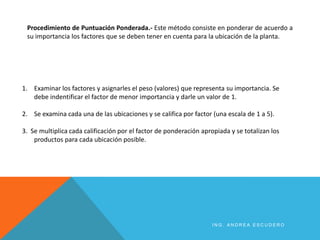
Este documento describe los principios básicos del diseño de plantas y distribución de fábricas. Explica que el diseño de plantas permite organizar de manera adecuada los elementos productivos de una empresa para maximizar la eficiencia y minimizar los costos. Entre los factores que se deben considerar en el diseño se encuentran los materiales, maquinaria, mano de obra, movimiento de productos y servicios auxiliares. El diseño de plantas debe seguir principios como la integración de elementos, distancias mínimas de traslado, flu