Descargado 234 veces



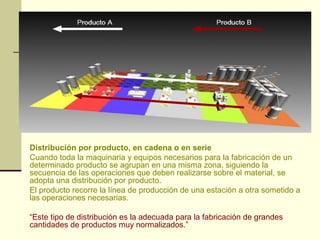






Existen cuatro tipos principales de distribución en planta: por producto, por proceso, por grupo o célula de fabricación y por posición fija. La distribución por producto es adecuada para la fabricación de grandes cantidades de productos muy normalizados, mientras que la distribución por proceso se escoge cuando la producción se organiza por lotes. La distribución por grupo o célula de fabricación combina las ventajas de las distribuciones por proceso y por producto, y la distribución por posición fija se emplea fundamentalmente en proyect


































































































