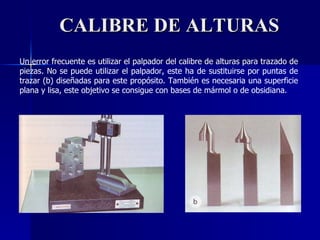
Este documento proporciona información sobre calibres. Explica la terminología asociada a los calibres, los tipos de calibres, cómo se realizan mediciones con ellos y la importancia de su mantenimiento y conservación. Los calibres son herramientas de medición utilizadas comúnmente en mecánica para verificar dimensiones. Existen diferentes tipos según la medida a realizar, como calibres universales, de profundidades o para engranajes. Es importante seguir procedimientos adecuados al medir y proteger los calibres para garantizar su precisión a largo pl