Descargar como PDF, PPTX

















































![Tiempo de Ciclo
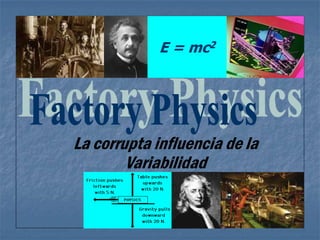
Tiempo de Ciclo de la Línea:
Cycle Time Bounds:
La ultima pieza del lote requiere del tiempo anterior más el tiempo de esperar detrás
de todas las otra piezas. El peor caso ocurre cuando la última pieza llega a la
estación con el tiempo mas largo, donde tb es igual al maxi{t(i)}, entonces:
bk tkTT )1(1
El límite superior para el tiempo total en proceso es el promedio entre T1 y Tk, dado
por:
b
n
i
t
k
itis
2
1
)]()([procesoentotaltiempo
1
](https://image.slidesharecdn.com/factoryphysicscapitulo9-130620225627-phpapp01/85/Factory-Physics-Parte-9-53-320.jpg)
![Tiempo de Ciclo
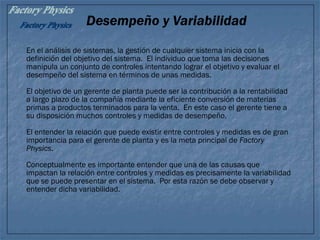
Tiempo de Ciclo de la Línea:
Cycle Time Bounds:
Para determinar el límite inferior, supongamos que el retraso mas pequeño ocurre
cuando la última estación es la mas rápida y no demuestra ningún tiempo ocioso.
Ahora usamos tf igual al mini{t(i)}, entonces:
fk tkTT )1(1
El limite inferior para el tiempo total en proceso es el promedio entre T1 y Tk, dado
por:
f
n
i
t
k
itis
2
1
)]()([procesoentotaltiempo
1
](https://image.slidesharecdn.com/factoryphysicscapitulo9-130620225627-phpapp01/85/Factory-Physics-Parte-9-54-320.jpg)
![Tiempo de Ciclo
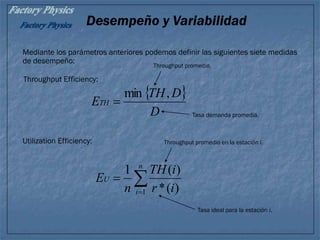
Tiempo de Ciclo de la Línea:
Cycle Time Bounds:
Finalmente, para determinar los límites inferiores y superiores del CT incorporamos el
tiempo promedio que espera en cola un lote completo en la estación i, así:
b
n
i
qf
n
i
q t
k
itisiCTCTt
k
itisiCT bb
2
1
)]()()([
2
1
)]()()([
11
donde tb es igual al maxi{t(i)} y tf es igual al mini{t(i)},
Ejemplo (pagina 321) Usar la anterior formulación para determinar el limite inferior y
superior del ejemplo de la dos líneas.](https://image.slidesharecdn.com/factoryphysicscapitulo9-130620225627-phpapp01/85/Factory-Physics-Parte-9-55-320.jpg)






Este documento presenta tres leyes clave relacionadas con el flujo de producción y la variabilidad en sistemas de manufactura: 1) La ley de conservación de la materia establece que la tasa de salida de un sistema será igual a su tasa de entrada menos pérdidas; 2) La ley de capacidad establece que la capacidad de un sistema debe ser mayor que su tasa de entrada para mantenerse estable; 3) La ley de variabilidad indica que un aumento en la variabilidad siempre degradará el desempeño de un sistema. Adicionalmente
































































