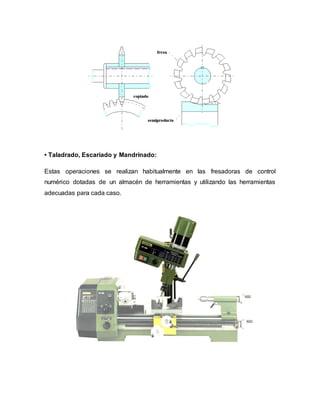
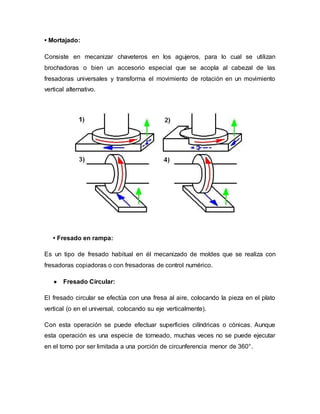
Este documento describe diferentes tipos de operaciones de fresado que se pueden realizar con fresadoras, incluyendo planeado, ranurado, torno-fresado, fresado de roscas y engranajes. Explica que las primeras fresadoras aparecieron en la década de 1860 y que con el desarrollo del control numérico en la década de 1900, se ampliaron las operaciones posibles. También detalla los diferentes tipos de fresas y accesorios utilizados para llevar a cabo cada operación.