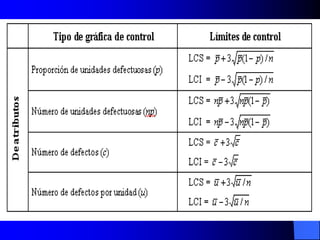
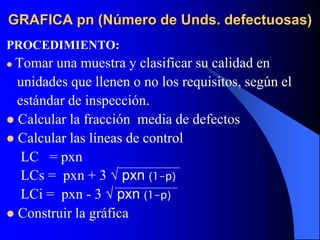
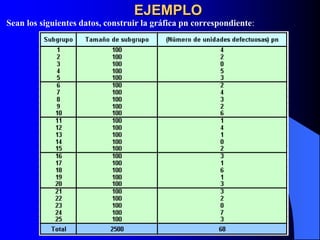
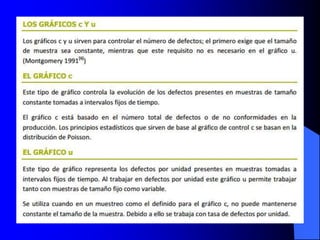
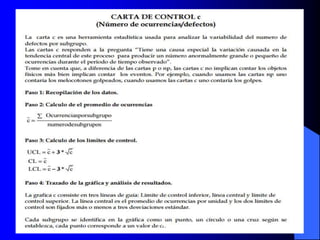
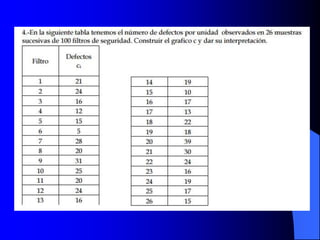
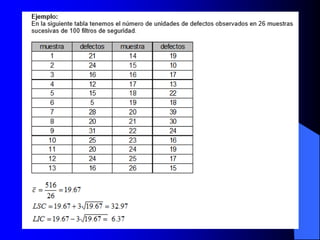
El documento explora el control de calidad en procesos industriales, enfocándose en la variabilidad y sus causas, así como en la aplicación de gráficos de control para medir y analizar la calidad. Se describen diferentes tipos de gráficos según las características de calidad, tanto medibles como atributivas, y se brindan ejemplos sobre cómo calcular y construir estos gráficos. Además, se discute la importancia de distinguir entre causas asignables y no asignables de variabilidad en los procesos productivos.