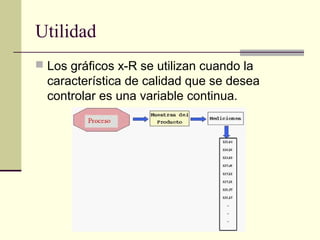
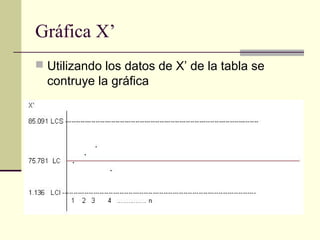
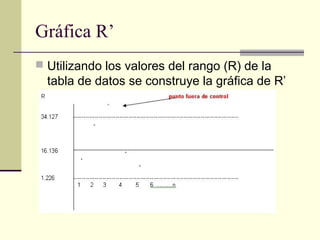
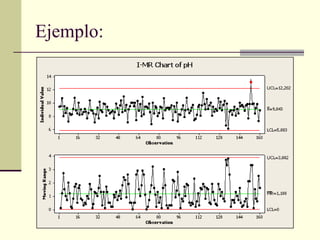
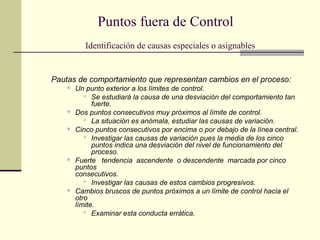
Un gráfico de control es una herramienta estadística para monitorear procesos de fabricación. Muestra la línea central promedio, límites superior e inferior calculados con datos históricos, y valores sucesivos medidos. Si los puntos están dentro de los límites, el proceso está bajo control estadístico. Si hay puntos fuera de los límites o patrones no aleatorios, se debe investigar las causas para mejorar el proceso.