Descargado 662 veces
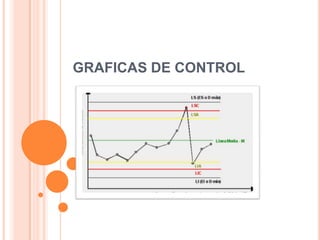
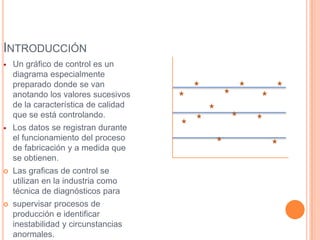


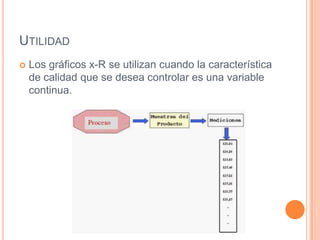
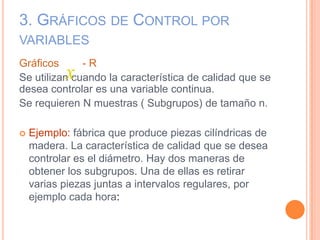
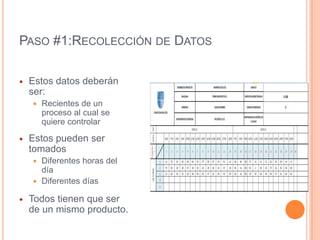
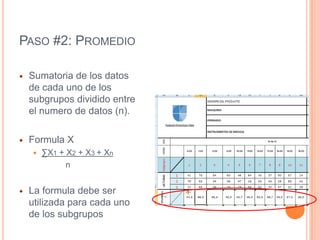
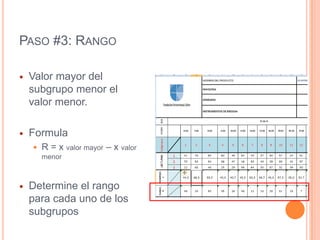
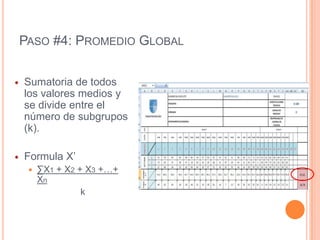


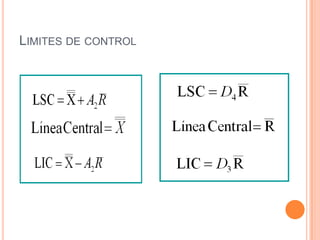
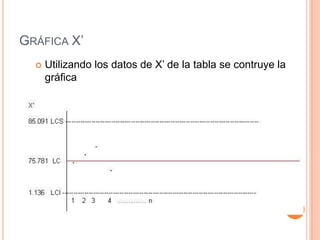






Este documento describe los gráficos de control, los cuales son diagramas utilizados para monitorear procesos de producción e identificar inestabilidad. Explica cómo construir gráficos X-R mediante la recolección y análisis de datos, y cómo interpretar los gráficos resultantes para detectar cambios en el proceso y asegurar la calidad.

















































![Unidad1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/unidad11-100905231554-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)



















