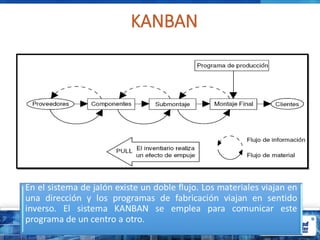
El documento explica el sistema Kanban, una metodología japonesa para optimizar la producción y logística, enfocándose en la eliminación de desperdicios como sobreproducción, defectos e inventarios en exceso. Detalla sus principios, reglas y pasos necesarios para su implementación, enfatizando la importancia de la comunicación y la automatización en los procesos. También analiza ventajas y desventajas del sistema, así como su aplicación en industrias con producción repetitiva.






![Presentacion kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentacionkanban1-111104084810-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

















































