Descargado 451 veces
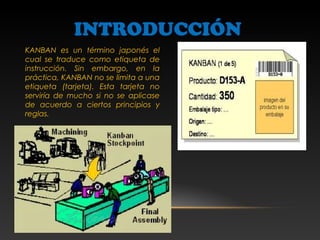
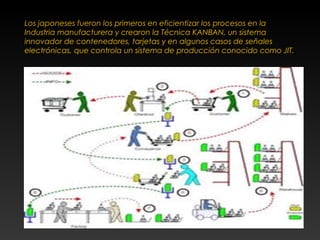
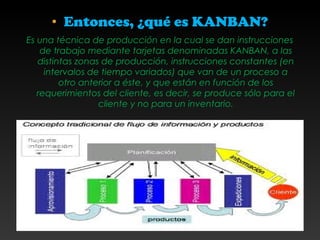
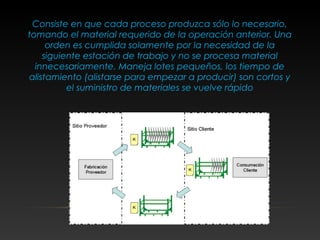
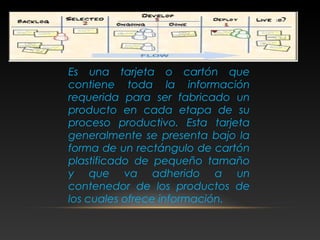
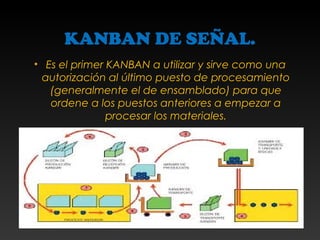
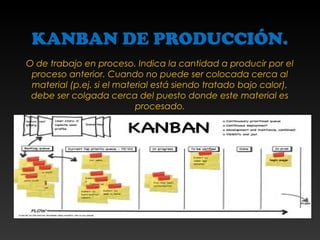
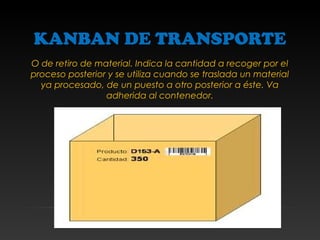


- Kanban es un sistema de producción japonés basado en señales que utiliza tarjetas para indicar la necesidad de un artículo y mantener un flujo constante de materiales a través de la línea de producción. - Existen tres tipos principales de tarjetas Kanban: de señal, de producción y de transporte, las cuales proveen instrucciones para la producción y el movimiento de materiales entre procesos. - El objetivo del sistema Kanban es satisfacer la demanda del cliente de forma eficiente mediante la producción sólo de lo necesario y el
![Presentacion kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentacionkanban1-111104084810-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


































































