Descargado 58 veces



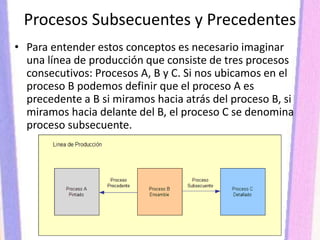
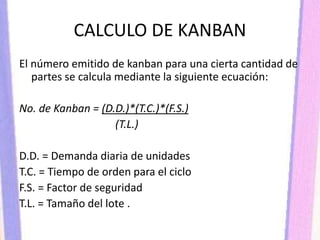
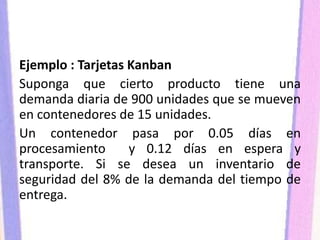
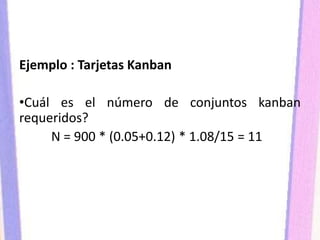



El documento explica la evolución del sistema de producción japonés y la implementación del método Kanban para optimizar la producción y el control de inventario. Se describen las etapas de implementación de Kanban, su función en la mejora de procesos y producción, así como las reglas y tipos de Kanban para asegurar una producción eficiente. Además, se incluye una fórmula para calcular el número de Kanbans necesarios basado en la demanda diaria y otros factores relevantes.

![Presentacion kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentacionkanban1-111104084810-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

























![Taller kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/tallerkanban1-111012101010-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)







































































