Manual mantenimiento-sistema-lubricacion
•
3 recomendaciones•1,308 vistas

Manual mantenimiento-sistema-lubricacion

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Manual mantenimiento-sistema-lubricacion
Similar a Manual mantenimiento-sistema-lubricacion (20)
Último
Último (20)
Manual mantenimiento-sistema-lubricacion
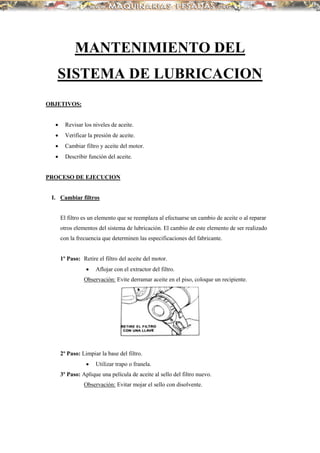
- 1. MANTENIMIENTO DEL SISTEMA DE LUBRICACION OBJETIVOS: Revisar los niveles de aceite. Verificar la presión de aceite. Cambiar filtro y aceite del motor. Describir función del aceite. PROCESO DE EJECUCION I. Cambiar filtros El filtro es un elemento que se reemplaza al efectuarse un cambio de aceite o al reparar otros elementos del sistema de lubricación. El cambio de este elemento de ser realizado con la frecuencia que determinen las especificaciones del fabricante. 1º Paso: Retire el filtro del aceite del motor. Aflojar con el extractor del filtro. Observación: Evite derramar aceite en el piso, coloque un recipiente. 2º Paso: Limpiar la base del filtro. Utilizar trapo o franela. 3º Paso: Aplique una película de aceite al sello del filtro nuevo. Observación: Evitar mojar el sello con disolvente.
- 2. 4º Paso: Instale el filtro del aceite nuevo. Observación: Apriételo a mano solamente no use una llave para apretar el filtro. 5º Paso: Ponga en marcha el motor, deténgalo y controle el nivel de aceite del motor, a través de su varilla, rellenándolo si es necesario. Observación: Verifique las fugas de aceite y corrija las deficiencias, dando un mayor apriete si es necesario. II. Cambiar aceite Esta operación la realiza con frecuencia el mecánico automotriz: Saca el aceite del motor una vez que ha completado su periodo de trabajo, y lo reemplaza por uno nuevo para mantener la buena lubricación del motor. 1º Paso: Pongan el motor en funcionamiento hasta que adquiera su temperatura normal de trabajo. 2º Paso: Pare el motor y retire la tapa de llenado de aceite. 3º Paso: Coloque un recipiente para recibir el aceite y retire el tapón de drenaje. Observación: Use una llave larga para retirar el tapón de drenaje cárter, para no quemarse con el aceite caliente. Dejar que escurra bien el aceite.
- 3. 4º Paso: Coloque el tapón del cárter. a) Lave el tapón y séquelo con aire comprimido. b) Ajuste el tapon del cárter, aplicando el torque recomendado por el fabricante a fin de no dañar la empaquetadura ni la rosca del tornillo. Observación: Reemplace la empaquetadura del tapón si es necesario. 5º Paso: Vierta aceite nuevo al motor. a) Retire la varilla indicadora del nivel. b) Lave la tapa y seque ambos elementos con aire comprimido. c) Llene de aceite el cárter, de acuerdo con las especificaciones. d) Coloque la varilla y verifique si el aceite esta al nivel adecuado. e) Coloque la tapa de llenado de aceite. Observación: Use el tipo de aceite indicado por el fabricante del motor.
- 4. 6º Paso: Pongan en funcionamiento el motor a) Verifique que no haya fugas de aceite por la empaquetadura del tapón de drenaje del cárter. b) Detenga el funcionamiento del motor, verifique el nivel del aceite y complételo si es necesario. III. Revisar niveles 1º Paso: Verificar el nivel correcto de aceite. a) Compruebe con la varilla el nivel de aceite. Observación: La medición de la varilla de aceite tienes que estar en posición vertical. Si es menos de mínimo rellenar.
- 5. 2º Paso: Verificar fugas de aceite por el tapón del cárter. IV. Verificar presión de aceite 1º Paso: Comprobar el nivel de aceite. 2º Paso: Quite el interruptor de presión de aceite.
- 6. 3º Paso: Instale el manómetro. 4º Paso: Arranque el motor y caliéntelo a temperatura normal de funcionamiento sin carga. 5º Paso: Compruebe la presión del aceite con el motor funcionando sin carga. Ejemplo: Observación: Presión Aproximada (bar Kg/cm2 – Lb/pulg2) 0.78 a 0.8 – 11 Velocidad Ralenti 2.34 a 3.0 – 57 3000 rpm
- 7. Observación: Si la diferencia fuera extrema, compruebe si hay fugas en el conducto de aceite y bomba de aceite. Para determinar los valores de presión correspondientes a cada modelo y marca de vehiculo, aplicar las especificaciones del fabricante. 6º Paso: Instalar el interruptor de presión de aceite. Observación: Ajustar el torque especificado por el fabricante.
- 8. MANTENIMIENTO DEL SISTEMA DE LUBRICACION El Sistema de lubricación Digilube con los DL-5001HC es el lubricador más avanzado en el mercado hoy por hoy. Proporcionará muchos años de problema la lubricación sin problemas. Sin embargo, el mantenimiento regular es necesario para asegurar que el equipo opere correctamente, distribuyendo tubos apropiadamente y que el transportador está recibiendo la cantidad correcta de lubricante. El personal de mantenimiento de planta debe inspeccionar el sistema por lo menos una vez mensual sino semanalmente. Los pasos de mantenimiento siguientes deben seguirse: 1. Chequear el lubricador para asegurar que los tubos de lubricación se encuentran bien colocados. Asegúrese de que todos los tubos para cada válvula se encuentran al mismo nivel para prevenir goteras de los tubos más bajos. 2. Inspeccionar el sensor(s) de activación y asegurarse que el sensor este firmemente asegurado. 3. Inspeccionar de que la cadena, ruedas del transportador, etc. reciben suficiente lubricante. 4. Chequear y mantener una cantidad suficiente de lubricante en el tanque para prevenir el cierre automático como consecuencia del tanque vacío. 5. Si el departamento de mantenimiento no tiene el personal para mantener el equipo, un Contrato de Servicio de Mantenimiento por Sistemas de Digilube o un representante autorizado se recomienda.
- 9. TRATAMIENTO DE ACEITES USADOS El aceite recuperado se debe emplear para condiciones de servicio menos críticas que aquellas en las que estaba sometido inicialmente. Los aceites usados que se generan en el mundo son manejadas en tres formas principales: prerrefinadas (regeneración) en bases lubricantes para su posterior uso, destiladas a combustible diesel y comerciadas como combustible sin tratar (fuel oil). La combustión de 1 litro de aceite usado produce en promedio emisiones al aire de 800mg de zinc y 30mg de plomo. La combustión de los aceites usados comparados con la prerrefinación y la destilación genera en promedio 150 y 5 veces más contaminación respectivamente. Antes de decidir cual método se usara en la recuperación de un aceite usado es necesario conocer la composición química de dicho aceite (cuanto menor sea la calidad del aceite base en el aceite usado mayor será el precio y dificultad de su tratamiento), ya que el método de recuperación a elegir esta íntimamente ligado a la composición química de un aceite usado, en algunos casos el factor decisivo es la disposición de infraestructuras adecuadas. DESTILACIÓN Éste proceso es empleado para producir MDO y flux de asfalto, al comienzo del proceso donde se destila el aceite usado para remover compuestos volátiles, y el destilado final es la separación de los aceites pesados (destilado) de los contaminantes (fondos). El proceso de destilación requiere suministro de materia (NAOH) y energía (electricidad y gas natural). El producto de la destilación es un aceite diesel de alta calidad (bajo en cenizas y contenido de azufre) y un subproducto de flux de asfalto. El volumen de combustible MDO es una fracción menor del producto total. Por destilación los metales pesados y otros contaminantes del aceite usado salen por el flujo de asfalto. 1. COMBUSTIÓN Para el aprovechamiento energético de los aceites usados se pueden seguir dos caminos diferentes en función de las instalaciones en las que se va a realizar el mismo. El primer camino esta destinado como combustible en instalaciones con alta potencia térmica, altas temperaturas, gran consumo de combustible y alta producción de gases. El mayor ejemplo de esto son los hornos de clinker en las cementeras, estos hornos queman el aceite usado y los contaminantes de éste especialmente los metales quedan incorporados al cemento, aquellas partículas que no lo hacen son retenidas por precipitadotes electrostáticos. El segundo camino es
- 10. usado en la aplicación de tratamientos físico-químicos más complejos con el fin de fabricar un combustible que pueda tener un espectro de utilización más amplio en instalaciones con menos potencia térmica o en motores de combustión y calderas. Estos tratamientos deben incluir como mínimo la separación de elementos volátiles y de metales pesados, así como agua y sólidos (normalmente esto hace por destilación o por tratamiento con aditivos floculantes). El aceite se constituye en uno de los residuos con mayor potencial para ser empleado como combustible por su elevada capacidad calorífica. La transformación del aceite usado a energético, requiere la aplicación de un tratamiento tendiente a adecuar las condiciones del aceite a las características propias del proceso de combustión, consistente básicamente en la aplicación de dos etapas: adecuación del aceite usado mediante procesos de filtración para retirar partículas gruesas y remoción de partículas finas, mediante procesos de sedimentación y centrifugación. Estas etapas involucran la adición de desemulsificantes, para el rompimiento de las emulsiones formadas con el agua. Los aceites usados contienen concentraciones de metales pesados, sulfuros, fósforo y total de halógenos un poco más altas que las de los petróleos crudos, por la baja calidad como combustible de los aceites usados estos se mezclan con otros combustibles antes de su uso, con esto los niveles específicos de contaminantes se disminuyen a los límites aceptados. Desde el punto de vista global las emisiones netas por unidad de combustible quemado son las mismas sin importar el grado de dilución. 2. REGENERACIÓN La regeneración de aceites usados es la operación mediante la cual se obtienen de los aceites usados un nuevo aceite base comercializable. Casi todos los aceites usados son regenerables aunque en la práctica la dificultad y el costo hacen inviable la regeneración de aceites usados con alto contenido de aceites vegetales, aceites sintéticos, agua y sólidos. Un proceso de regeneración consta de tres fases: Pretratamiento: esta fase consiste en eliminar una parte importante de los contaminantes del aceite usado, como son: el agua, los hidrocarburos ligeros, los lodos, las partículas gruesas, etc. Cada proceso emplea un método determinado o incluso una combinación de varios.
- 11. Regeneración: en esta fase se eliminan los aditivos, metales pesados y fangos asfálticos. Éste punto es el paso principal de cada método, cada uno de ellos obteniendo al final un aceite libre de contaminantes con una fuerte coloración que lo hace inviable comercialmente, por esto es necesario incluir una ultima etapa de acabado. Acabado: Dependiendo del objetivo final del aceite dependerán los métodos usados en esta etapa. Dependiendo del proceso empleado, pueden existir o no todas las fases: 1. Proceso convencional Ácido-Arcilla La carga de lubricante usado es sometida a una evaporación de aquellos productos ligeros como agua e hidrocarburos del rango de la gasolina. Después de éste paso previo la carga se trata con ácido sulfúrico obteniéndose un rendimiento de 85% aproximadamente en relación con el producto tratado. El resto constituye un desecho aceitoso y ácido. El producto obtenido después del tratamiento ácido es enviado a filtración con arcilla y cal, para mejorar su color y su acidez. En éste proceso de filtración se obtiene un desecho del 3 al 4 por ciento constituido por una mezcla de aceite ácido y arcilla. En la siguiente etapa el aceite se fracciona para separar destilados livianos del tipo gas-oil y así obtener finalmente la base lubricante. El proceso tiene un rendimiento global de 70% en peso. 2. Proceso Meinken La carga de aceite usado es previamente deshidratada para eliminar el agua existente y otros contaminantes de bajo punto de ebullición. Posteriormente el aceite se pasa a través de una unidad de termocraking, la cual permite reducir los desechos, por el tope de esta unidad se obtiene un destilado que unido al producto de la unidad de vacío, formaran después de la redestilación el "spindle oil". El producto de salida de la unidad de termocraking se bombea a la unidad de tratamiento ácido, en la cual se pone en contacto con el ácido sulfúrico, obteniéndose de esta operación el aceite ácido, resultante del tratamiento y un desecho ácido, el cual representa el 10.5% en peso en relación ala carga. Este aceite ácido se lleva a la unidad de vacío donde se despoja de la fracción de gas oil y finalmente se trata en la unidad de filtración-neutralización, donde se obtiene un básico de alta calidad.
- 12. El rendimiento de la planta es del 70% en peso con relación a la carga sin contar un 12% de gas oil obtenido como producto secundario, el cual se utiliza como combustible. Este proceso es el más difundido mundialmente por su versatilidad y eficiencia. [5] 3. Proceso selecto propano ácido-arcilla Es una modificación del proceso ácido-arcilla convencional. En éste proceso, se incluyen nuevas unidades con el objeto de disminuir el consumo de ácido sulfúrico y por consiguiente la producción de desechos. El rendimiento del proceso en relación con la carga es 79.5% en peso y un 6% de gas oil, y el volumen de residuos se limita a un 5%. [5] 4. Proceso selecto propano-hidroterminado Este proceso tiene como fin producir bases de alta calidad, sin dejas desechos como el proceso selecto propano ácido-arcilla. La carga de aceite usado, alimenta a la unidad de pretratamiento, para eliminar agua e hidrocarburos livianos, esta carga pretratada, se bombea a la unidad de selecto propano, en la cual se preparaba los destilados con propiedades lubricantes y un residuo de hidrocarburos pesados, que pueden usarse como combustible. Los destilados obtenidos se bombean a la unidad de hidrotratamiento, en donde son hidrogenados. Las bases hidrogenadas se destilan en tres cortes, los cuales se filtran y almacenan. Las bases obtenidas del tipo "spindle oil", neutral y bright-stock representan un 83.2% en peso con relación a la carga, se obtiene además un 6% de gas oil, 1.5% de gas combustible y un 5% de combustible pesado. [5] 5. Proceso K.T.I. Éste proceso no deja productos de desecho y consiste en las siguientes etapas: Pretratamiento y destilación al vacío: el aceite usado es deshidratado y son eliminados parte de los hidrocarburos livianos, subsiguientemente el aceite se envía a una torre de destilación al vacío, donde se extraen los livianos remanentes por la cabeza y contaminantes diversos por el fondo. Esto último es considerado de suma importancia para minimizar el consumo de hidrógeno en el hidrotratamiento posterior del aceite, la destilación al vacío produce bases lubricantes en el rango deseado para su posterior tratamiento. Un diseño
- 13. especial de la torre permite la obtención de altos rendimientos de destilado, con mínimo de arrastre de compuestos asfálticos en los cortes, con el objeto de evitar el envenenamiento prematuro y excesiva deposición de cocke en el catalizador de hidrogenación. Los productos livianos separados pueden ser usados como combustibles. El fondo contiene metales, productos de polimerización y materiales asfálticos, que se pueden mezclar con residuos de refinería para la manufactura de asfalto para pavimento. Hidroterminado: estabiliza el color y olor en los aceites, produce bases lubricantes con las especificaciones deseadas. [5] 6. Proceso Berk Éste proceso incorpora un primer paso de deshidratación para eliminar agua e hidrocarburos livianos, seguido por una precipitación de lodos que se consigue con el uso del solvente 2 - propano l-metilcetona 1- butano l con una relación de aceite de 3:1. Éste paso provee una recuperación promedio de la base 95% en peso con una reducción de cenizas del 75%. Posteriormente el aceite extraído con solvente se pone en contacto con arcilla para mejorar el color y el olor. Finalmente se realiza el hidrotratamiento que es el paso más complejo y más costoso con la ventaja de generar un mínimo de subproductos. 7. Proceso PROP El aceite usado se pone en contacto con una solución de fosfato diamonico, los metales (excepto el zinc ditiofosfato) reaccionan con el fosfato para producir fosfatos insolubles en agua y en aceite. El aceite sale de éste proceso convertido en una emulsión que contiene aproximadamente el 1% de los sólidos, esta emulsión se trata mediante un tratamiento térmico que produce la degradación de una cantidad apreciable de éste compuesto de fósforo y a la vez produce la aglomeración de los sólidos dispersos, los cuales se separan posteriormente por filtración. El aceite desmetalizado y deshidratado se mezcla con hidrógeno en caliente utilizando níquel-molibdeno, éste tratamiento remueve compuestos de azufre, nitrógeno y cloro.
- 14. El aceite se hace circular a través de un lecho de arcilla, la arcilla tiene como fin la descomposición de los ácidos sulfónicos y mejorar el color y el olor del aceite obtenido. Finalmente se lleva a cabo un proceso de limpieza para remover la fracción de combustibles restantes, esta operación permite controlar el punto de encendido del aceite purificado. Esta es una de las tecnologías usadas en la regeneración de lubricantes que no produce contaminación (ya que no usa ácidos o solventes en el tratamiento), no requiere destilación al vacío, no cambia la estructura de los hidrocarburos que constituyen el aceite y los contaminantes se retiran de forma tal que no contaminan el ambiente. [5] 8. Extracción por solvente Esta técnica es uno de los procesos más económicos y más eficientes en la recuperación de aceites usados. Éste proceso reemplaza el proceso de ácido- arcilla produciendo un lodo orgánico útil en lugar de un lodo toxico. El proceso consiste en mezclar el aceite usado y el solvente en proporciones adecuadas para asegurar una completa miscibilidad de la base lubricante en el solvente. El solvente debe retener los aditivos y las impurezas orgánicas que normalmente se encuentran en los aceites usados, estas impurezas floculan y sedimentan por acción de la gravedad. Al final se recupera el solvente por destilación para propósitos de reciclaje. Éste proceso es capaz de remover entre 10-14% del aceite usado como contaminante, lo cual corresponde a la cantidad de aditivos e impurezas que normalmente se encuentran en el aceite usado. La etapa más crítica en el diseño de éste proceso es desarrollar el tipo apropiado de solvente, los parámetros de extracción y la relación de solvente: aceite. El sistema debe tener la capacidad de separar el máximo posible de lodos del aceite usado y al mismo tiempo perder la mínima cantidad de base lubricante en los lodos. El aceite usado se guarda en un tanque con fondo cónico para permitir la sedimentación de partículas grandes, se deja en el tanque por 3 días para homogenizarlo. Una mezcla de aceite usado y solvente (se recomienda usar: 2-propanol, MEK o 1- butano l) se agita a 275rpm durante 15 minutos, estas condiciones aseguran un mezclado adecuado. La mezcla se deja sedimentar por 24 horas, después de esto se lavan los lodos usando 2-propanol y n-
- 15. hexano, éste proceso de lavado remueve un 95% del aceite intersticial presente en los lodos. Siguiendo el proceso de lavado los lodos se llevan al horno por 5 minutos a 100º C para evaporar el exceso de solventes. Las perdidas del aceite se calculan como el peso de los lodos húmedos antes de lavarlos menos el peso de los lodos secos sobre el peso del aceite adicionado en la mezcla. 9. Destrucción Térmica Esta solución se usa cuando no es posible ni la regeneración, ni la combustión de los aceites usados, debido a la presencia de contaminantes tóxico en el aceite usado. La estabilidad de estos compuestos y la dificultad de su eliminación hacen inviable otros procedimientos. La presencia de PCBs en el aceite en concentraciones superiores a 50ppm se debe eliminar por éste método.
- 16. BIODEGRADACION DE LOS ACEITES USADOS Los microorganismos presentes en los aceites nuevos son muy similares a los que se encuentran en los aceites usados, estos últimos presentan una mayor resistencia a los metales pesados lo que se traduce en una menor capacidad de degradar los compuestos orgánicos. La forma más fácil de degradar completamente estos hidrocarburos es usar degradación secuencial con diferentes microorganismos. La degradación secuencial consiste en usar microorganismos distintos para degradar el aceite, usando primero de ellos, luego el producto de ellos se usa como sustrato para el siguiente. La biodegradación se determina mediante el uso de TLC-FID, usando hopano (un hidrocarburo de 30 C) como el estándar interno.
- 17. Destilación Es el comienzo del proceso donde se destila el aceite usado para remover compuestos volátiles, y el destilado final es la separación de los aceites pesados de los contaminantes. Combustión Para el aprovechamiento energético de los aceites usados se puede seguir 2 caminos diferentes: 1er camino: esta destinado como combustible en instalaciones con alta potencia térmica, altas temperaturas, gran consumo de combustible y alta producción de gases. El mayor ejemplo de esto son los hornos de clinker en las cementeras, estos hornos queman el aceite usado y los contaminantes de éste especialmente los metales quedan incorporados al cemento, aquellas partículas que no lo hacen son retenidas por precipitadotes electrostáticos. 2do camino: Es la aplicación de tratamientos físico-químicos más complejos con el fin de fabricar un combustible que pueda tener un espectro de utilización más amplio en instalaciones con menos potencia térmica o en motores de combustión y calderas. Regeneración En esta fase se eliminan los aditivos, agua, cenizas, metales pesados y fangos asfálticos. Este punto es el principal de cada método