Descargar para leer sin conexión







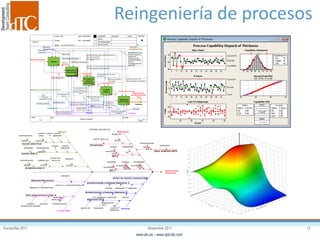
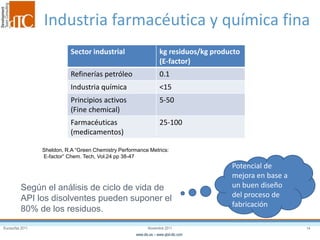


Este documento presenta estrategias para reducir costes industriales mediante la optimización y reingeniería de procesos en la industria farmacéutica y química fina. Se discute el enfoque de Calidad por Diseño (QbD) y cómo puede ayudar a mejorar la productividad y reducir costes a través de un mejor entendimiento del proceso. También se exploran sinergias con la química verde para reducir residuos y mejorar la sostenibilidad. Se presentan ejemplos de cómo compañías han aplicado estas








































![Lebenslanges lernen ohne_effektives_feedback[1]](https://cdn.slidesharecdn.com/ss_thumbnails/lebenslangeslernenohneeffektivesfeedback1-140225032843-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)






















































