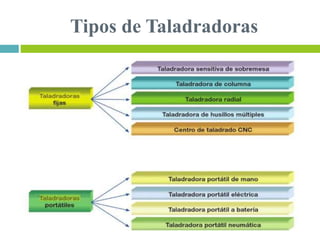
Las taladradoras son máquinas que generan el movimiento de rotación necesario para realizar agujeros. Existen diferentes tipos de taladradoras como taladradoras manuales, de sobremesa, de columna, radiales, de husillos múltiples y centros de taladrado CNC. El proceso de taladrado requiere considerar parámetros como la velocidad y avance de corte, elección de broca, lubricación y normas de seguridad.