Descargado 35 veces




Este documento describe las clasificaciones y características básicas de las máquinas-herramientas. Se clasifican en máquinas de movimiento circular y rectilíneo. Describe los movimientos de corte, penetración y avance necesarios para dar forma a las piezas, así como conceptos como velocidad de corte, avance y profundidad de pasada. También presenta ejemplos de máquinas como la taladradora y el torno paralelo, incluyendo sus características técnicas.









































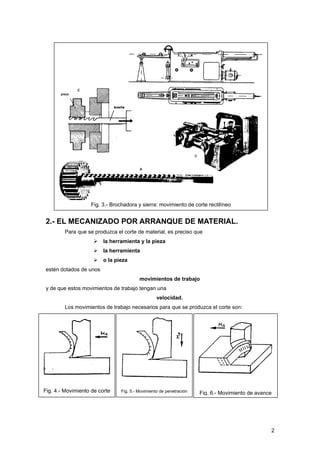
![[WEBINARIO] Ciclo Amdia OM Latam "Performance Email Marketing"](https://cdn.slidesharecdn.com/ss_thumbnails/webinarioamdiaomlatamperformanceemailmarketing-140423141837-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)
































































