
Recomendados
Más contenido relacionado
Similar a Procesoso de mecanizado. Operaciones de taladrado
Similar a Procesoso de mecanizado. Operaciones de taladrado (20)
Último
Último (20)
Procesoso de mecanizado. Operaciones de taladrado
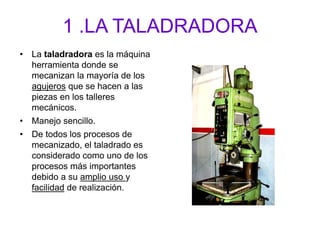
- 1. 1 .LA TALADRADORA • La taladradora es la máquina herramienta donde se mecanizan la mayoría de los agujeros que se hacen a las piezas en los talleres mecánicos. • Manejo sencillo. • De todos los procesos de mecanizado, el taladrado es considerado como uno de los procesos más importantes debido a su amplio uso y facilidad de realización.
- 2. 3 1 .LA TALADRADORA • Movimientos: Movimiento de corte es de rotación: imprime el motor eléctrico a través de una transmisión de poleas y engranajes. Movimiento de avance: rectilíneo, puede ser manual (sensitivo) o automático.
- 3. 1 .LA TALADRADORA • Se llama taladrar a la operación de mecanizado que tiene por objeto mecanizar agujeros cilíndricos en una pieza cualquiera. • Herramienta: broca. • La operación de taladrar se puede hacer con un taladro portátil, con una máquina taladradora, en un torno, en una fresadora, en un centro de mecanizado de CNC o en una mandrinadora.
- 4. 1 .LA TALADRADORA • El trepanado: método similar para mecanizar agujeros de diámetro grande. • Consume menor potencia. • La broca trepanadora mecaniza solo el anillo de la periferia • Válido sólo en agujeros pasantes
- 5. 1 .LA TALADRADORA • Brocas modernas el proceso de taladrado ha cambiado de manera drástica, se consigue: – taladro macizo de diámetro grande en una sola operación, sin necesidad de un agujero previo, ni de agujero guía. – que la calidad del mecanizado y exactitud del agujero evite la operación posterior de escariado.
- 6. 1.1 TIPOS DE TALADRADORAS • La taladradora es la máquina herramienta más empleada para hacer agujeros de pequeña o mediana dimensión y de no mucha precisión. • Según su forma, las taladradoras se llaman: taladradoras sensitivas, taladradoras de sobremesa, taladradoras de columna y taladradoras de bastidor.
- 7. 1.1.1 TALADRADORA SENSITIVA • Taladradoras de accionamiento eléctrico o neumático más pequeñas. • La mayoría de ellas son portátiles. • Agujeros de pequeño diámetro y sobre materiales blandos.
- 8. 1.1.1 TALADRADORA SENSITIVA • Un motor en cuyo eje se acopla el portabrocas y son presionadas en su fase trabajo con la fuerza del operario que las maneja. • Pueden tener una sola o varias velocidades de giro. • Hay pequeñas taladradoras sensitivas que van fijas en un soporte de columna con una bancada para fijar las piezas a taladrar. • Tareas domésticas y de bricolaje
- 9. 1.1.2 TALADRADORA DE SOBREMESA
- 10. 1.1.2 TALADRADORA DE SOBREMESA
- 11. 1.1.3 TALADRADORA DE COLUMNA • Armazón principal es una columna redonda.
- 12. Seguir en pdf
- 13. 2. BROCAS • Broca: – Es una barra de acero templado. – Afilada por un extremo. – Al girar puede penetrar en un cuerpo y cortar pequeñas porciones llamadas virutas. • Tipos de brocas más generalizadas son las helicoidales. – Mango cilíndrico – Mango cónico • Las demás brocas pueden considerarse brocas especiales.
- 14. 2. BROCAS Útil de sujeción: portabrocas
- 15. 2. BROCAS Útil de sujeción: cono Morse
- 16. 2. BROCAS
- 17. 2. BROCAS • Filo transversal: Es la línea que une los fondos de las ranuras, o sea, el vértice de la broca. El ángulo que forma con las aristas cortantes es de 55 o para trabajos normales. • Filo principal: También se le llama labio, es la arista cortante; une el filo transversal con la periferia o faja-guía.
- 18. 2. BROCAS • Destalonado del labio: Es la caída que se da a la superficie de incidencia, al rebajar el talón. • Ángulo en la punta: Se llama ángulo de punta E al comprendido entre los filos principales.
- 19. 2. BROCAS • Ángulos de corte: En el mismo labio cabe distinguir tres ángulos, llamados: ángulo de filo o ángulo del útil B, ángulo de incidencia A, y ángulo de desprendimiento C.
- 20. 2. BROCAS • El ángulo de punta de las brocas – normal 118º – mayor cuanto más duro y tenaz sea el material que se haya de taladrar, llegando a los 140 o para aceros duros. – menor para materiales más blancos, 80 o para la madera, y materias plásticas. • Deben ser iguales los ángulos que forman los filos principales con el eje de la broca. • Los filos tengan exactamente la misma longitud. De este modo, la punta quedará perfectamente centrada con respecto al eje de la broca. • Esto se comprueba con unas galgas especiales de afilar brocas.
- 21. 2. BROCAS • Cuanto mayor sea el ángulo de incidencia se dice que más destalonada está la broca. • El ángulo de incidencia normal es de 12 o, más si el material es duro se puede reducir hasta 6 o y aún menos.
- 23. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO • Elección del tipo de broca más adecuado • Sistema de fijación de la pieza • Velocidad de corte (Vc) de la broca expresada de metros/minuto • Diámetro exterior de la broca u otra herramienta • Revoluciones por minuto (r.p.m.) del husillo portabrocas • Avance en mm/rev., de la broca • Avance en mm/min., de la broca • Profundidad del agujero • Esfuerzos de corte • Tipo de taladradora y accesorios adecuados
- 24. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE CORTE • Depende de: – Broca: de la calidad y tipo de broca. – Material a mecanizar: dureza y maquinabilidad – Máquina: gama de velocidades, la potencia de los motores y de la rigidez de la fijación de la pieza y de la herramienta.
- 25. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE CORTE • Factor fundamental que determina la duración de la herramienta. >Vc < duración –mecanizado más rápido • Fabricantes recomiendan Vc para una duración determinada (ej.15min)
- 26. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE CORTE • Excesiva: – Desgaste muy rápido del filo de corte de la herramienta. – Deformación plástica del filo de corte con pérdida de tolerancia del mecanizado. – Calidad del mecanizado deficiente.
- 27. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE CORTE • Baja: – Formación de filo de aportación en la herramienta. – Efecto negativo sobre la evacuación de viruta. – Baja productividad. – Coste elevado del mecanizado.
- 28. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE ROTACIÓN • Depende de: – Vc. – Tamaño de broca – Máquina: • Convencional: gama limitada de velocidades. • CNC: velocidad cualquiera
- 29. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE AVANCE • Avance por revolución fn o frev • Depende de: – diámetro de la broca – profundidad del agujero – tipo de material de la pieza y de la broca. – Máquina: • Rigideces de las sujeciones de la pieza y de la herramienta • Potencia del motor de avance de la máquina. • Se determina experimentalmente y se encuentra en los catálogos de los fabricantes de brocas.
- 30. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE AVANCE • El grosor máximo de viruta en mm es el indicador de limitación más importante para una broca. El filo de corte de las herramientas se prueba para que tenga un valor determinado entre un mínimo y un máximo de grosor de la viruta.
- 31. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO
- 32. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE AVANCE • Decisiva para la formación de viruta • Afecta al consumo de potencia • Contribuye a la tensión mecánica y térmica
- 33. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE AVANCE • Elevada: – Buen control de viruta – Menor tiempo de corte – Menor desgaste de la herramienta – Riesgo más alto de rotura de la herramienta – Elevada rugosidad superficial del mecanizado.
- 34. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO VELOCIDAD DE AVANCE • Baja: – Viruta más larga – Mejora de la calidad del mecanizado – Desgaste acelerado de la herramienta – Mayor duración del tiempo de mecanizado – Mayor coste del mecanizado
- 35. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO TIEMPO DE MECANIZADO
- 36. 7. PARÁMETROS TECNOLÓGICOS EN EL TALADRADO CONDICIONES DE CORTE • (Datos tabla fn ≈ 0,01 D) • Metal duro x5 Vc • Acero inoxidable se recomienda suministro de fluido de corte interior