
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Mp, productos y diagrama de detergentes
Similar a Mp, productos y diagrama de detergentes (20)
Más de WalterAntonioGuiller
Último
Último (20)
Mp, productos y diagrama de detergentes
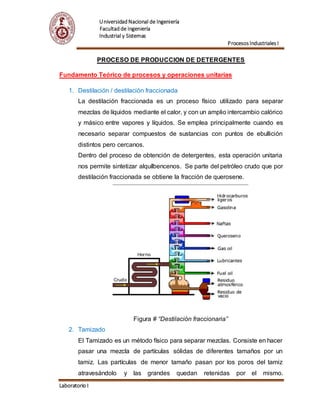
- 1. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I PROCESO DE PRODUCCION DE DETERGENTES Fundamento Teórico de procesos y operaciones unitarias 1. Destilación / destilación fraccionada La destilación fraccionada es un proceso físico utilizado para separar mezclas de líquidos mediante el calor, y con un amplio intercambio calórico y másico entre vapores y líquidos. Se emplea principalmente cuando es necesario separar compuestos de sustancias con puntos de ebullición distintos pero cercanos. Dentro del proceso de obtención de detergentes, esta operación unitaria nos permite sintetizar alquílbencenos. Se parte del petróleo crudo que por destilación fraccionada se obtiene la fracción de querosene. Figura # “Destilación fraccionaria” 2. Tamizado El Tamizado es un método físico para separar mezclas. Consiste en hacer pasar una mezcla de partículas sólidas de diferentes tamaños por un tamiz. Las partículas de menor tamaño pasan por los poros del tamiz atravesándolo y las grandes quedan retenidas por el mismo.
- 2. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Dentro de la producción de detergentes se utiliza un tamizador industrial Mediante tamizadores muy delgados se separan los productos muy pequeños, los cuales son devueltos al Slurry para volver a hacer todo el proceso. Figura # “Tamizador” 3. Absorción La absorción es una operación unitaria de transferencia de materia donde se pone en contacto una mezcla gaseosa con un disolvente líquido. De modo que se consigue la transferencia de uno o más componentes desde la fase gas hasta la fase líquida. La absorción puede ser física, química o biológica, que dependerá de cómo se disuelva el gas en el líquido o de como reaccione dando a lugar nuevos productos químicos. Dentro de la producción de detergentes dispone del trióxido de azufre que no ha reaccionado, tras la neutralización. Dentro de la torre de absorción reactiva. Resultando finalmente un detergente acuoso.
- 3. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Figura # “Torre de Absorción” 4. Mezclado Se ponen en contacto ingredientes de características deseadas con el fin de producir una mezcla homogénea de estos. Dentro de la producción de detergentes, se utiliza el tanque de mezclado denominado “Crutcher” para generar la sustancia llamada “Slurry”. Del mismo modo también se evidencia esta operación en el mezclado que se hace post-adición, donde se agregan sustancias que no pudieron ser insertadas en el Slurry antes del secado debido a que se descomponen con elevadas temperaturas, por ejemplo los perfumes, los suavizantes y enzimas. Figura # “Crutcher”
- 4. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I 5. Secado / Atomización Operación unitaria que se basa en la eliminación de agua libre y no ligada a una matriz haciendo uso de mecanismos de transferencia de calor y masa. Dentro de la producción de detergente se utiliza el secado por atomización el cual es el proceso de pulverizar una solución o suspensión en una corriente de aire caliente, el cual se deshidrata de forma casi instantánea, obteniéndose de este modo partículas de polvo con muy bajo contenido de agua, que contiene el compuesto en cuestión. Al salir el Slurry del mezclado, este se traslada a la torre de secado a una presión de 50 bar, al llevar, este es atomizado a una temperatura de 350°C. Figura # “Torre de Secado” 6. Intercambio de calor / Enfriamiento Esta operación unitaria es el proceso mediante el cual dos cuerpos distintos, con diferente temperatura, intercambian energía en forma de
- 5. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I calor. Este intercambio puede ser por conducción, convección o radiación. Figura # “Faja de enfriamiento” 7. Flujo de fluidos y perdida de carga Estudia los principios que determinan el flujo y el transporte de cualquier fluido de un punto a otro. Este estudio abarca un análisis sobre las fuerzas que provocan este movimiento, la interacción con el fluido y el contorno que limita a la sustancia. Este estudio se relaciona con la operación “Perdida de carga” la cual estudia las pérdidas de energía que tiene el flujo durante su movimiento. Dentro de la producción de detergentes se evidencia todo el tiempo pues, debido a que el detergente en sus etapas fundamentales está en estados líquido, este es transportado de reactor a reactor mediante bombas o compresores. 8. Neutralización Esta operación, también llamada reacción acido-base, es una reacción química entre un ácido como el HCl, con una base por ejemplo, NaOH. Producto de esta reacción, se generan sales de los elementos diferentes
- 6. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I de oxigeno e hidrogeno que se resultan de ionizar tanto el ácido como la base y por otro lado se genera agua. En la producción de detergentes esta operación se lleva a cabo tras sulfonatar los alquílbencenos lineales. Habiendo obtenido el ácido sulfónico, este se neutraliza en presencia de NaOH (soda caustica) para obtener la molécula de sulfato de 4-dodecilbenceno sódico lineal. Figura # “Ecuación de Neutralización” 9. Sulfonación Es la introducción de un grupo ácido sulfónico (–SO 3H) en un compuesto orgánico con el fin de producir, por ejemplo, un ácido sulfónico aromático a partir del hidrocarburo aromático correspondiente. La reacción de sulfonación es exotérmica, pero no es altamente corrosiva, por lo que la sulfonación puede ser llevada a cabo en sulfonadores de acero, acero inoxidable o hierro colado. Puede utilizarse una chaqueta para calentar el contenido del reactor lo suficiente como para comenzar la reacción, y luego extraer entonces el calor de reacción generado durante la reacción. Como agentes de calentamiento se pueden
- 7. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I emplear aceite caliente o vapor de agua. También el equipo deberá estar provisto de un buen agitador, un condensador y un sistema de control de gases y humos. Este proceso adiciona un grupo de trióxido de azufre al anillo del alquilbenceno. Dentro de un reactor de paredes mojadas (Reactor especial para reacciones de gran transferencia de calor y para soluciones de gran viscosidad) se agregan los alquílbencenos sintetizados y un grupo de trióxido de azufre gaseoso diluido en aire, con el fin de controlar el calor generado. Tras realizar la sulfonación se obtiene el ácido sulfónico de alquílbencenos. Figura # y # “Reactor de paredes mojadas ácido sulfónico” Materias Primas 1) Queroseno Es un líquido altamente inflamable y transparente debido a que es resultado de una mezcla de hidrocarburos, que a su vez se obtiene de la destilación fraccionada del petróleo. Generalmente se utiliza como combustible de motores eléctricos, carros y aviones.
- 8. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I En algunos casos sirve como disolvente, en limpieza industrial. Este compuesto sirve como base para la generación de parafinas tanto lineales como No lineales, estas parafinas posteriormente darán lugar a las olefinas, las cuales por un proceso de alquilación darán lugar al ácido alquilbenceno sulfónico lineal. Esto únicamente en casos en que producir ácido alquibencenosulfonico sea más rentable que comprarla directamente. Figura # “Kerosene” 2) Ácido alquibencenosulfonico lineal (LAS) El ácido sulfónico lineal es un tensoactivo aniónico, obtenido por sulfonación del alquilbenceno lineal, con una mezcla de anhídrido sulfúrico-aire, en un reactor de película en forma continua. Es un componente de los detergentes de lavandería y productos de limpieza, empleado por sus propiedades como surfactante y por ser completamente biodegradable. Es el tensioactivo aniónico más difundido a nivel mundial.
- 9. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Figura # “LAS” 3) NaOH La soda cáustica es uno de los nombres más comunes con los que se conoce el hidróxido sódico o hidróxido de sodio (NaOH), un producto químico que se encuentra en forma líquida, sólida, en escamas o cristalina. Es producido de forma comercial mediante dos métodos principales: celdas electrolíticas y proceso químico. Se considera como uno de los compuestos con más usos a nivel doméstico y comercial, por lo que su venta es bastante común. Como se mencionó anteriormente, suele encontrarse comercialmente en diversas formas, aunque es más común hallar este producto en el mercado en su estado líquido, con una apariencia transparente e inodora similar al agua. Si su color no es totalmente cristalino o tiene turbiedad, significa que es carbonato de sodio al absorber CO2. En estado sólido y a temperatura ambiente, es blanco y sin olor. De esta forma es altamente soluble en agua ya que es higroscópico, es decir, tiene la capacidad de absorber la humedad del ambiente con mucha facilidad. Se produce mediante dos métodos: a. Celdas electrolíticas
- 10. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Se dice que la mayoría de soda cáustica se genera a través de este método que consiste en la descomposición de la sal mediante tres tecnologías: células de diafragma, de cátodo de mercurio y de membrana. El método de células de diafragma se basa en tecnología de Estados Unidos y consiste de tres pasos: purificación de la salmuera (agua saturada de sal), sección electrolítica (en donde se realizan las reacciones deseadas) y el tratamiento del producto (que resulta con una concentración del 12%). Por su parte, el método de células de cátodo de mercurio —que tiene sus bases en Europa— es similar al de diafragma, con la diferencia de que la sal entra en estado sólido a la célula. Además, si bien es cierto que con este proceso se consume más energía, el resultado es un producto más puro que no necesita de procesos auxiliares para garantizar su pureza. Finalmente, el proceso de membrana se considera como la tecnología más innovadora y que consume menos energía de las tres. A diferencia de las otras dos, en esta se obtiene un producto con concentración del 35% ya que la membrana viva no permite la difusión de gases durante el proceso. b. Proceso de reacción química Este proceso consiste en una reacción de carbonato de sodio (Na2CO3) con hidróxido de calcio (Ca [OH]2) para formar hidróxido de sodio (NaOH) y carbonato de calcio (CaCO3). La alcalinidad de la soda cáustica es alta, es decir, tiene la capacidad de neutralizar ácidos o elevar el pH, esta es una de las razones por las cuales su uso es tan extendido. Además, al contacto con metales como aluminio,
- 11. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I magnesio, zinc, estaño y bronce libera gas hidrógeno, el cual es altamente inflamable y explosivo. Por su composición, el hidróxido sódico reacciona violentamente al contacto con agua y ácidos. Si se disuelve en ellos, desprende gran cantidad de calor y adquiere propiedades combustibles. Este es utilizado como la base de neutralización del ácido alquibencenosulfonico lineal, cuyo acido podría ser considerado a partir de este punto como un detergente acuoso. Figura # “NaOH industrial” 4) Blanqueador Óptico. Los abrillantadores ópticos, agentes abrillantadores ópticos, agentes fluorescentes o fosforescentes abrillantadores o agentes fluorescentes o fosforescentes blanqueadores son colorantes que absorben luz en la región ultravioleta y violeta del espectro electromagnético, y re-emiten luz en la región azul. La fluorescencia es una respuesta rápida de emisión de corta duración, a diferencia de la fosforescencia, que es una emisión retardada. Estos aditivos son usados frecuentemente para mejorar la
- 12. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I apariencia de color de textiles y papeles, causando un efecto percibido de "blanqueamiento", haciendo que los materiales parezcan menos amarillos al incrementar la cantidad total de luz azul reflejada. Se vende como un polvo granulado amarillo verdoso que es soluble en agua. Figura # y # “Blanqueador Óptico e industrial” 5) Carboximetilcelulosa de sodio. La carboximetilcelulosa es un compuesto orgánico, derivado de la celulosa, compuesto por grupos carboximetil, enlazados a algunos grupos hidroxilo, presente en polímeros de la glucopiranosa. A menudo se utiliza como sal, es decir, como carboximetilcelulosa de sodio, también llamada carmelosa sódica, que se utiliza como medicamento para el alivio de los síntomas de la irritación y la sequedad ocular. Esta sal aumenta la carga negativa de las fibras celulosas como el algodón, lo que provoca que se repelan partículas de suciedad cargadas positivamente. Se trata de un polvo fino de color crema inodoro soluble en agua, independiente de la temperatura a la que esté.
- 13. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Figura # y # “Carmelosa y carmelosa industrial” 6) Percarbonato de sodio. El Percarbonato de sodio es un compuesto químico con fórmula Na2H3CO6, también llamado agua oxigenada sólida. Es un sólido incoloro, muy similar al bicarbonato. Muy utilizado en productos de limpieza blanqueantes en polvo pero estos normalmente tienen otros compuestos como tensoactivos. El uso del percarbonato de sodio es interesante porque no daña el medioambiente ya que cuando entra en contacto con el agua se disocia en agua oxigenada (peróxido de hidrógeno) y carbonato de sodio. Este compuesto quita manchas de suciedad sin dañar los tintes de la ropa. Este resulta una sustancia muy estable debido a que se descompone a
- 14. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I altas temperaturas liberando agua oxigenada. Figura # y # “Percarbonato sódico e industrial” 7) Enzimas Las enzimas necesarias para la tarea dentro de la elaboración de detergente son aquellas que puedan descomponer proteínas en otras más pequeñas como péptidas y aminoácidos. La descomposición de ciertas proteínas ayudará a que el carbonato realice su función quitamanchas de manera más eficaz. Estos compuestos se venden comercialmente como gránulos con un color gris y un olor a levadura de pan. Una enzima muy utilizada es la proteasa alcalina.
- 15. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Figura # “Anuncio de proteasa alcalina” 8) Aditivos Adicionales Perfumes: Dependiendo del tipo de detergente a elaborar, este puede ser perfumen en polvo o líquido. Este componente se adiciona al detergente en las últimas etapas pues es muy propenso a descomponerse a altas temperaturas y a un Ph acido.
- 16. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Figura # “Perfume para detergentes” Colorantes: En el mismo caso que los perfumes, son adicionados en los últimos pasos en la producción de detergentes debido a que pueden ser descompuestos al exponerse a elevadas temperaturas o ph por debajo de 7. Estos colorantes son generalmente cualquiera que se use en la industria química e incluso alimentaria. Figura # “Colorantes para detergentes” Productos Generados 1. Detergente en polvo Detergente de uso en el lavado de ropa principalmente. Este a diferencia del detergente líquido, presenta mayor efectividad a un menor precio. Por otro lado, esta agresividad puede resultar negativa debido a que existen casos en que el detergente en polvo es agresivo con la ropa, llegando a hacer un desgaste mayor a lo esperado e incluso dañando el teñido. Un gran limitante de este tipo de detergente es que su efectividad se da al disolverse en agua a una temperatura de 30°C, lo cual como es evidente,
- 17. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I no es tan habitual y es por esta razón que muchas veces al lavar con agua fría, se quedan adheridas partículas de detergente en la ropa. Figura # y # “Detergentes en polvo” 2. Detergente líquido Detergente de uso en lavado de ropa en una lavadora. Esto debido a que en estado líquido, el detergente se disolverá homogéneamente muy rápido. La característica resaltante de este tipo de detergente es la poca agresividad que genera al momento de lavar y es por ello que se recomienda para lavados habituales como manchas de salsa, lodo e incluso aceites. Sin mencionar la fácil manipulación de este. Figura # “Detergente líquido” 3. Detergente en pastillas
- 18. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Detergente solido en forma de pastillas efervescentes. Puesto a la venta comercial recientemente. La mayor ventaja de estos detergentes es su comodidad de uso: se dosifican con facilidad, ocupan poco y es fácil saber cuántas dosis quedan. Uno de los requisitos para formular un detergente en pastillas es que se desintegre rápido al contacto con el agua de lavado. Para ello los fabricantes suelen añadir ingredientes efervescentes, dispersantes o sales de disolución rápida. Figura # “Detergente en pastillas” Diagrama del proceso de producción de detergentes El proceso de producción todos los detergentes mencionados tienen muchas similitudes y es por ello que solo se mencionarán las diferencias que estos tienen centrándonos en el proceso de producción del detergente en polvo. Este consta de 5 etapas: 1) Síntesis de alquílbencenos 2) Sulfonación, Neutralización y Absorción 3) Preparación y mezclado del Slurry 4) Secado y Enfriamiento
- 19. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I 5) Tamizado 6) Post adición y homogenización Descripción del Proceso La fabricación de los detergentes se centran en la formación del Slurry, este, conformado principalmente por ácido alquilbenceno sulfónico es el resultado de la principal operación de mezclado, en el que intervienen casi todas las materias primas agregadas. El proceso sigue el siguiente flujograma que se puede interpretar procedimentalmente como: 1) Se ingresan las materias primas de petróleo crudo y ácido fluorhídrico a la torre de destilación fraccionada, con el fin de obtener kerosene esta a su vez se separa en parafinas (lineales y no lineales) las cuales posteriormente mediante la alquilación formarán los alquílbencenos lineales deseados. 2) Se realiza la sulfonación de los alquílbencenos, obteniendo ácidos sulfónico de alquilbenceno 3) Se procede a neutralizar el ácido alquilbenceno sulfónico con soda caustica liquida al 50% de agua. Esta reacción nos da como resultado el Dodecil bencenos (pasta viscosa blanca), que sale a una temperatura de 67 °C y con un Ph de entre 10 y 11. 4) Posteriormente se realiza la absorción de restos de trióxido de azufre usado en la sulfonación. En la torre de absorción reactiva. 5) Inicia la operación central del proceso, se ingresan al tanque Crutcher el detergente acuoso (Dodecil benceno), agua y silicato sódico. Luego de la agitación inicial se dosifica el blanqueador óptico y el carboximetilcelulosa de sodio para luego ingresar el carbonato de sodio, el sulfato de sodio y el trifosfato de sodio.
- 20. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I 6) Se procede a trasladar el Slurry al tanque madurador para terminar la hidratación del trifosfato de sodio. 7) Se bombea el Slurry a la torre de secado, en la cual es ingresado a la sala de boquillas donde se realiza el secado por atomización. Saliendo a una temperatura de 350°C. 8) Posteriormente se deja que se alivia abriendo el desfogue de la línea de alimentación de aire. El polvo más fino se deposita en la parte superior de la torre y este es devuelvo al Crutcher otra vez. Por otro lado el polvo granel cae a la parte inferior de la torre con una humedad del 10%. 9) Mediante un tamizador/agitador se tamiza los productos más pequeños, los cuales nuevamente son devueltos al Crutcher. 10)El granel restante es trasladado a las fajas post dosing en las que se agregan sustancias que no se pueden introducir antes del secado por ser termo sensibles como los perfumes, enzimas, colorantes, suavizantes y percarbonato de sodio. 11)Esta nueva composición de granel se ingresa un mezclador rotativo, que presenta filtros internos que logran homogenizar el granel. 12)Finalmente este detergente en polvo es envasado. Para la obtención de detergentes líquidos Se separa el Slurry y este es tratado con, según recomienda la empresa Sokalan @, una solución de fotopolímeros hidrosolubles de ácido acrílico. Para luego ser envasados. Para la obtención de detergentes en pastillas Se utiliza la operación de densificación, el cual consiste en mezclar el detergente en granel con polímeros en un mezclador a alta velocidad dejándolos en forma granular y finalmente evaporando en un lecho fluidizado y tamizando las partículas.
- 21. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Figura # “Proceso de producción de detergentes”
- 22. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I Observaciones: Se pudo notar que existen dos momentos en la producción general en las que introducir materias primas diferenciándose en los que pueden tolerar la temperatura de secado, la cual es relativamente alta. Notamos que todo el proceso se centra el Slurry el cual contiene es el producto central al que se le adiciona sustancias que complementan el lavado pero que no perjudican ni alteran la composición. Conclusiones: La elaboración de detergentes en polvo han sido muy estudiadas y su vez están en la cotidianidad del consumidor habitual y es por estas razones que tanto el detergente líquido y el detergente en pastilla no pueden competir en este mercado. La obtención de detergentes requiere principalmente de la operación de mezclado a alta y para ello tiene un tanque de mezclado / agitación especial para este tipo de industria, el cual es el Crutcher. Objetivo: Analizar desde el enfoque del ingeniero industrial la producción de detergentes.
- 23. UniversidadNacional de Ingeniería Facultadde Ingeniería Industrial y Sistemas ProcesosIndustriales I Laboratorio I