Descargado 1556 veces





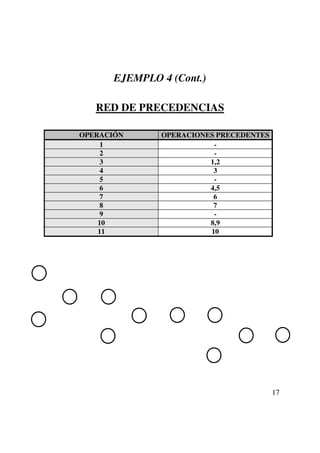
![EJEMPLO 3 (Cont.)
a) Determine el tiempo de ciclo requerido (Cr) en
min.
b) Determine el rango de los tiempos de ciclo factibles,
[Crmin, Crmax] en min.
c) ¿Es posible cumplir con los requerimientos de
producción?
d) Determina el número (teórico) mínimo de estaciones
de trabajo.
e) Analiza la línea para una eficiencia del 90%
NUMERO MINIMO DE ESTACIONES DE
TRABAJO:
NWmin = PR (Crmax/H)
PR: requerimientos de producción
Crmax : suma de tiempos de operación
H : tiempo total disponible de operación
13](https://image.slidesharecdn.com/balanceodelineas-110218205009-phpapp01/85/Balanceo-de-lineas-13-320.jpg)


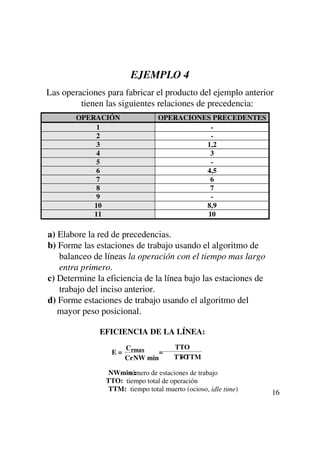











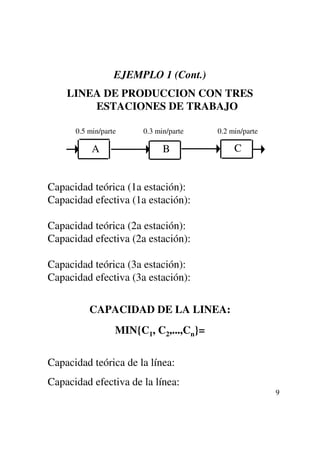
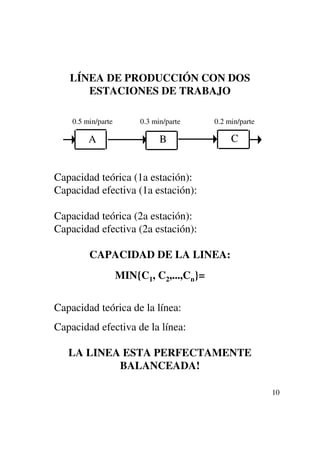
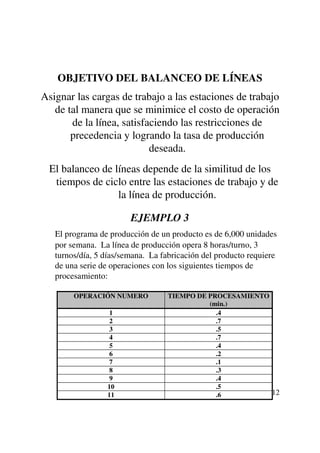
El documento presenta información sobre el balanceo de líneas de producción. Define conceptos clave como centro de trabajo, disposición de planta y objetivos de diseño de planta. Explica patrones típicos de distribución como por producto, proceso y grupo. Incluye ejemplos para calcular la capacidad de líneas con diferentes configuraciones de estaciones de trabajo y el tiempo de ciclo. Finalmente, describe algoritmos para balancear líneas de producción asignando cargas de trabajo de manera óptima.



































































