Descargado 1120 veces

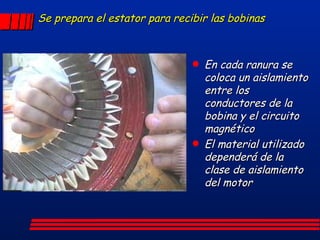
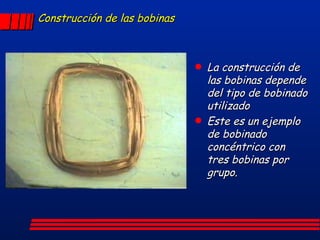



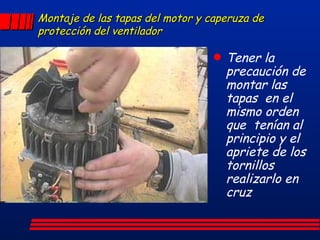
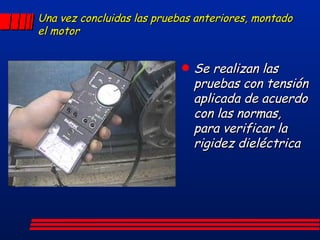

El proceso de rebobinado de motores de corriente alterna comienza con la anotación de datos del motor y la preparación del estator para recibir las nuevas bobinas. Luego, las bobinas se construyen y colocan en cada ranura del estator, se conectan según el tipo de bobinado y se prueban antes del montaje final del motor. Finalmente, se impregnan las bobinas con barniz para mejorar el aislamiento y luego se cura la película de barniz.






























































![12818745 Verificacion Y Control Arranque[1]](https://cdn.slidesharecdn.com/ss_thumbnails/12818745-verificacion-y-control-arranque1-090608171240-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

















![Pasco[F][F][F][F][F][F][F][F][F] (3)[R] (1) (1).docx](https://cdn.slidesharecdn.com/ss_thumbnails/pascofffffffff3r11-260122185917-5ef4a718-thumbnail.jpg?width=640&height=640&fit=bounds)