Validación liofilizador farmacéutico (parte 1
•
0 recomendaciones•1,634 vistas

Este documento describe las pruebas de validación necesarias para un liofilizador farmacéutico, dividiéndolas en pruebas de verificación de diseño e instalación y pruebas de operación y proceso. Se explican pruebas específicas como comprobar la planitud de las placas, la estanqueidad del castillo de placas y los tubos flexibles, y la estanqueidad del grupo cámara/condensador, así como pruebas comunes como verificar materiales, soldaduras, calibración de lazos de medida e ident

Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (15)
Similar a Validación liofilizador farmacéutico (parte 1
Similar a Validación liofilizador farmacéutico (parte 1 (20)
Último
Último (20)
Validación liofilizador farmacéutico (parte 1
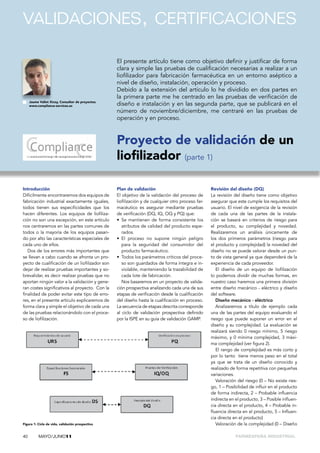
- 1. validaciones, certificaciones Jaume Vallet Xicoy, Consultor de proyectos. www.compliance-services.es El presente artículo tiene como objetivo definir y justificar de forma clara y simple las pruebas de cualificación necesarias a realizar a un liofilizador para fabricación farmacéutica en un entorno aséptico a nivel de diseño, instalación, operación y proceso. Debido a la extensión del artículo lo he dividido en dos partes en la primera parte me he centrado en las pruebas de verificación de diseño e instalación y en las segunda parte, que se publicará en el número de noviembre/diciembre, me centraré en las pruebas de operación y en proceso. Proyecto de validación de un liofilizador (parte 1) Introducción Difícilmente encontraremos dos equipos de fabricación industrial exactamente iguales, todos tienen sus especificidades que los hacen diferentes. Los equipos de liofilización no son una excepción, en este artículo nos centraremos en las partes comunes de todos o la mayoría de los equipos pasando por alto las características especiales de cada uno de ellos. Dos de los errores más importantes que se llevan a cabo cuando se afronta un proyecto de cualificación de un liofilizador son dejar de realizar pruebas importantes y sobrevalidar, es decir realizar pruebas que no aportan ningún valor a la validación y generan costes significativos al proyecto. Con la finalidad de poder evitar este tipo de errores, en el presente artículo explicaremos de forma clara y simple el objetivo de cada una de las pruebas relacionándolo con el proceso de liofilización. Figura 1: Ciclo de vida, validación prospectiva 40 MAYO/JUNIO11 Plan de validación El objetivo de la validación del proceso de liofilización y de cualquier otro proceso farmacéutico es asegurar mediante pruebas de verificación (DQ, IQ, OQ y PQ) que: • Se mantienen de forma consistente los atributos de calidad del producto esperados. • El proceso no supone ningún peligro para la seguridad del consumidor del producto farmacéutico. • Todos los parámetros críticos del proceso son guardados de forma íntegra e inviolable, manteniendo la trazabilidad de cada lote de fabricación. Nos basaremos en un proyecto de validación prospectiva analizando cada una de sus etapas de verificación desde la cualificación del diseño hasta la cualificación en proceso. La secuencia de etapas descrita corresponde al ciclo de validación prospectiva definido por la ISPE en su guía de validación GAMP. Revisión del diseño (DQ) La revisión del diseño tiene como objetivo asegurar que este cumple los requisitos del usuario. El nivel de exigencia de la revisión de cada una de las partes de la instalación se basará en criterios de riesgo para el producto, su complejidad y novedad. Realizaremos un análisis únicamente de los dos primeros parámetros (riesgo para el producto y complejidad) la novedad del diseño no se puede valorar desde un punto de vista general ya que dependerá de la experiencia de cada proveedor. El diseño de un equipo de liofilización lo podemos dividir de muchas formas, en nuestro caso haremos una primera división entre diseño mecánico - eléctrico y diseño del software. Diseño mecánico - eléctrico Analizaremos a título de ejemplo cada una de las partes del equipo evaluando el riesgo que puede suponer un error en el diseño y su complejidad. La evaluación se realizará siendo 0 riesgo mínimo, 5 riesgo máximo, y 0 mínima complejidad, 3 máxima complejidad (ver figura 2). El rango de complejidad es más corto y por lo tanto tiene menos peso en el total ya que se trata de un diseño conocido y realizado de forma repetitiva con pequeñas variaciones. Valoración del riesgo (0 – No existe riesgo, 1 – Posibilidad de influir en el producto de forma indirecta, 2 – Probable influencia indirecta en el producto, 3 – Posible influencia directa en el producto, 4 – Probable influencia directa en el producto, 5 – Influencia directa en el producto) Valoración de la complejidad (0 – Diseño Farmespaña INDUSTRIAL
- 2. simple y estándar, 1 – Diseño complicado y estándar, 2 – Diseño simple no estándar, 3 – Diseño complicado no estándar). Sin tener en cuenta la novedad del diseño vemos que el nivel de exigencia de la revisión del diseño será significativamente diferente según las diferentes partes del equipo. Con los resultados obtenidos hemos realizado cinco grupos según el nivel de exigencia de la revisión del diseño siendo el grupo 1 el que requiere una revisión más profunda y el grupo 5 una revisión más superficial. • Grupo 1: Cámara y castillo de placas. • Grupo 2: Conexiones de entrada de aire, conexiones de drenaje, instalación SIP y CIP. • Grupo 3: Condensador, serpentín, circuito de fluido térmico, instalación de vacío y armario eléctrico. • Grupo 4: Configuración general y instalación frigorífica. • Grupo 5: PLC y sistema de supervisión (Hardware). Diseño del software El nivel de exigencia de revisión del diseño del software y de verificación nos lo marca la categoría de esté según la guía GAMP 5. La categoría del software viene marcada por el grado de estandarización de este. A mayor categoría mayor esfuerzo de revisión del diseño y verificación (ver figura 3). En una instalación de liofilización deberemos analizar cada uno de los software instalados ya sean de control como de supervisión. Pruebas de verificación de la instalación (IQ) El objetivo principal es confirmar que la instalación cumple las especificaciones de diseño, sin que el equipo empiece a operar. Las principales pruebas de verificación de la instalación se pueden agrupar en, pruebas comunes con el resto de equipos de proceso (en contacto directo con el producto) y pruebas específicas para equipos de liofilización: En el presente artículo nos centraremos en discutir las pruebas específicas así como las especificidades de las pruebas comunes para los equipos de liofilización. Pruebas comunes en equipos de proceso: • Identificación y disposición de los componentes según los planos de diseño. • Verificación de las características de los componentes principales. • Conformidad con los servicios externos requeridos. Farmespaña INDUSTRIAL Figura 2: Análisis de riesgos • Verificación de los materiales en contacto con el producto. • Verificación de las soldaduras en contacto con el producto. Figura 3: Clasificación del software según GAMP 5 • Rugosidad de las partes en contacto con el prosuperficies que comparten el mismo recinducto. to que el producto y aquellas que están en • Verificación de las entradas y salidas del contacto con un fluido que puede estar en PLC. contacto con el producto. En el caso de un • Verificación de las características del liofilizador consideraremos partes en conhardware del sistema de control y supertacto con el producto: Placas, castillo de visión. placas, cámara, condensador, serpentín y • Pendiente de las instalaciones para su tuberías de entrada de aire hasta el filtro. correcto drenaje. Verificación de la calibración de los la• Verificación de la calibración de los lazos zos de medida: de medida. En un liofilizador existe una gran cantidad Pruebas especificas para equipos de liode lazos de medida de todos ellos selecciofilización: naremos aquellos que tienen una influencia • Planitud de las placas de liofilización. directa en los parámetros críticos del proce• Verificación de estanqueidad del castillo so de liofilización y los procesos auxiliares. de placas y los tubos flexibles. • Control de vacío en la cámara. • Verificación de la estanqueidad del fue• Control de temperatura de fluido de lle del pistón hidráulico. palcas. • Verificación de estanqueidad del grupo • Control de temperatura de condensacámara/Condensador. dor. Antes de empezar a desarrollar cada una • Control de presión relativa de cámara. de las pruebas es importante definir clara• Control de presión de cerrado de viales. mente que consideramos y que no conside• Control de temperatura de la esterilizaramos partes en contacto con el producto ción. en un liofilizador. • Control de presión de la esterilización. A nivel general consideraremos partes • Control de presión de agua para CIP. en contacto con el producto todas aquellas • Control del caudal de agua para CIP. MAYO/JUNIO11 41
- 3. validaciones, certificaciones Todos ellos requieren que se calibre el lazo de medida es decir, que se compruebe y documente el error que tienen asociado dentro del rango de medida utilizado en el proceso, comparándolo con un sensor de referencia. El criterio de aceptación que debemos establecer para cada una de las calibraciones estará basado en los requerimientos de proceso. Planitud y paralelismo de las placas de liofilización: Conseguir una perfecta planitud de las placas de liofilización no es una tarea fácil para el fabricante del equipo. La gran cantidad de soldaduras interiores necesarias para crear los canales por donde pasará el fluido térmico crea contracciones en las chapas superior e inferior de las placas. La planitud y el paralelismo entre las placas se requieren esencialmente por tres motivos: 1.- Planitud: Asegurar que todos los viales están en contacto con las placas, de forma que el calor de conducción es transmitido de forma uniforme. La transmisión de calor por conducción disminuirá drásticamente si no existe contacto directo entre el vial (o la bandeja porta viales) y la placa. La forma de cargar los viales en el liofilizador será clave para seleccionar la forma de examinar la planitud. A grandes rasgos, si cargamos el liofilizador con bandejas porta viales, la correcta planitud será mucho más crítica que si lo cargamos sin bandejas. 2.- Paralelismo: Asegurar una transmisión de calor de radiación de la placa superior constante. La distancia entre el vial y la placa superior determinará el calor de radiación que recibe cada vial. Se requiere un perfecto paralelismo entre placas para asegurar que el calor de radiación es constante en todos los viales. 3.- Planitud y paralelismo: Asegurar que todos los viales reciben la misma presión de la placa superior en el momento de cerrar los tapones. Con el objetivo de asegurar que todos los viales reciben la misma presión de la placa superior para cerrar correctamente todos los tapones, se deberá examinar la planitud de la cara inferior de cada una de las placas y el paralelismo entre ellas. El método de verificar el paralelismo entre placas se deber realizar de forma que se tenga en cuenta que un placa es un elemento de 2 dimensiones. Medir el paralelismo en la parte frontal no asegura un correcto paralelismo en toda la placa. 42 MAYO/JUNIO11 El método de verificar la planitud debe tener en cuenta la placa en todos sus puntos, usando herramientas calibradas y definiendo criterios de aceptación adecuados según si el producto será cargado con bandejas o no. Verificación de estanqueidad del castillo de placas y los tubos flexibles. Durante el proceso de liofilización el interior de la cámara se mantiene en condiciones de vacío, por debajo de 1 mbar, en cambio en el interior de las placas existe un flujo de fluido térmico (aceite de silicona) a sobre presión. La estanqueidad de todas las partes por donde circula el fluido térmico nos asegura que no existe contaminación del producto por fuga de fluido térmico. El amplio rango de temperatura (des de -50 ºC hasta 80ºC), al que está sometida la instalación de circulación de fluido, incluidas las placas de liofilización, hace que se provoquen tensiones en las soldaduras y consecuentemente pequeñas fisuras. Si además le añadimos que existe una diferencial de presión entre el interior y el exterior de 2 bar aproximadamente, podemos afirmar que nos encontramos delante de una de las posibles fuentes de contaminación del producto. La verificación de la estanqueidad de la instalación de fluido debe ser verificada simulando condiciones de variación de temperatura reales. Una de las técnicas más habituales de verificación de estanqueidad es la presurización del circuito de fluido con helio (la molécula más pequeña), hacer el vacío en el interior de la cámara a través de las bombas de vacío y detectar la presencia de helio con un espectrómetro de masas en la línea de vacío. Durante la prueba se deberán calentar y enfriar las placas para simular condiciones de proceso. Verificación de la estanqueidad del fuelle del pistón hidráulico. El pistón hidráulico que, mueve el castillo de placas para realizar la carga del producto a una altura constante y para realizar el cerrado de los viales al final del proceso de liofilización, se introduce dentro de la cámara (entorno aséptico) sin ser esterilizado previamente. Este hecho hace que sea imprescindible aislarlo instalando un fuelle de inoxidable a su alrededor. El fuelle es una camisa retráctil tipo acordeón que se comprime o se expande de forma solidaria al movimiento del pistón hidráulico. Se trata de un componente de gran valor debido a la cantidad de soldaduras que lleva y la precisión de estas. Al tratarse de un componente móvil es muy susceptible de padecer microfisuras que puedan provocar fugas y consecuentemente contaminación del producto. El equipo de liofilización debe incorporar un sistema que permita al usuario identificar de forma clara una fisura en el fuelle del pistón hidráulico. Uno de los sistemas más utilizados es la monitorización de la presión o vacío del interior del fuelle. Verificación de estanqueidad del grupo cámara/condensador. La estanqueidad de la instalación nos asegura por un lado que no existe contaminación desde el exterior y que el equipo parte de unas condiciones iniciales constantes. La verificación de la integridad del equipo se debe verificar inicialmente como parte de la cualificación y también de forma periódica durante el funcionamiento del equipo. La integridad de la instalación se verifica mediante un test de fugas. Se trata de realizar el vacío en el interior del liofilizador, esperar un tiempo breve de estabilización y verificar el incremento de presión que ha habido durante un tiempo determinado. La fuga se determinará en unidades de mbar l/s. El test de fugas es una prueba muy conocida en el mundo de la liofilización y no quisiera alargarme más de lo necesario en este punto. Simplemente me gustaría destacar dos aspectos que creo que son importantes y muchas veces no se tienen en cuenta. 1.-El test de fugas se debe realizar con el liofilizador absolutamente seco. 2.- El test debe incluir además de la cámara y el condensador todas las tuberías que se encuentran en condiciones de vacío durante el secado primario y secundario. Conclusiones En esta primera parte del artículo me he centrado en definir brevemente algunas de las pruebas de verificación más comunes que se deben llevar a cabo durante las etapas de verificación del diseño y de la instalación. De todas formas me gustaría recalcar que todas las pruebas, desde la verificación de diseño hasta la verificación en proceso, deben estar basadas en un conocimiento profundo del proceso que se realizará con el equipo y orientadas a él. Orientando las pruebas de cualificación al proceso conseguiremos minimizar los riesgos operativos del equipo y detectar discrepancias relevantes en etapas iniciales del proyecto permitiéndonos solucionar el problema sin costes significativos. Farmespaña INDUSTRIAL