Descargado 817 veces
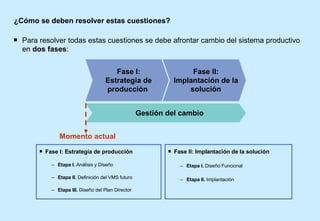


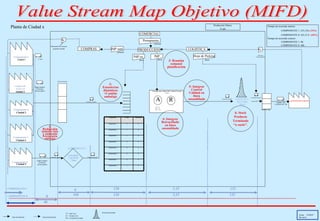


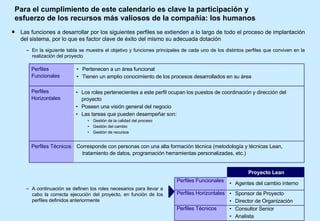

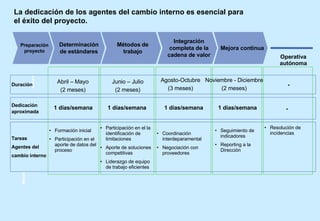

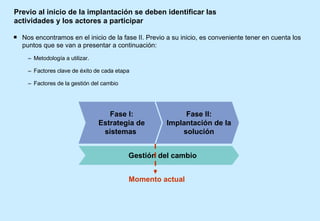
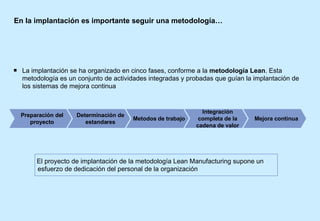
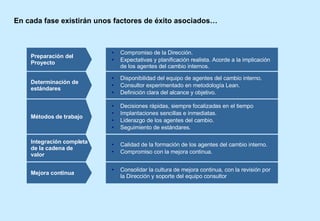


Este documento describe las etapas de un proyecto de implantación de un Sistema de Producción Eficiente basado en Lean Manufacturing. La implantación se realizará en dos fases, la primera de estrategia de producción y la segunda de implantación de la solución. Cada fase incluye varias etapas como análisis, diseño, definición del nuevo sistema, diseño funcional e implantación. Se explican también los roles y dedicación necesarios para el éxito del proyecto.































![Modulodelogística2[1]](https://cdn.slidesharecdn.com/ss_thumbnails/modulodelogstica21-120420124353-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)





















































![Pasco[F][F][F][F][F][F][F][F][F] (3)[R] (1) (1).docx](https://cdn.slidesharecdn.com/ss_thumbnails/pascofffffffff3r11-260122185917-5ef4a718-thumbnail.jpg?width=640&height=640&fit=bounds)
