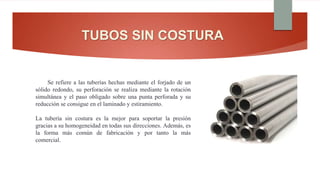
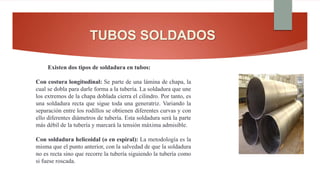
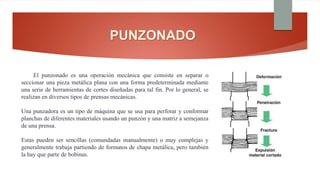
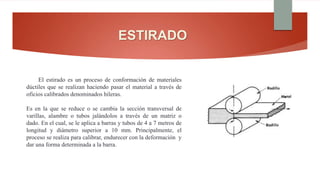
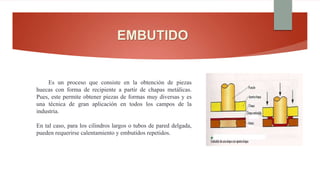
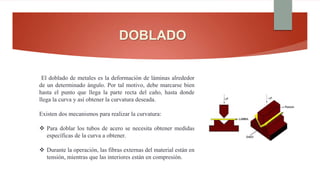
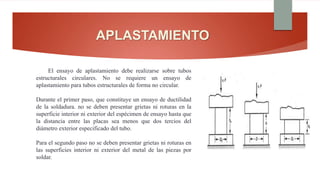
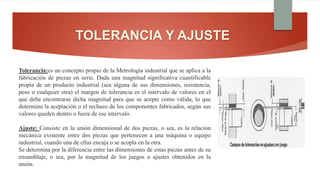
Este documento describe diferentes métodos para fabricar tuberías metálicas, incluyendo tubos sin costura hechos por forjado y laminado, tubos soldados con soldaduras longitudinales o en espiral, y procesos como punzonado, estirado, embutido, doblado y aplastamiento. También define conceptos como tolerancia y ajuste en la fabricación de piezas metálicas.