El documento describe el proceso de fabricación de pinzas para uñas. Se utilizan dos métodos principales para unir las dos hojas de la pinza: la juntura o la ensambladura. La ensambladura es un método más preciso que involucra calentar la pieza a 800°C para luego modificarla y crear una ranura a través de una máquina cónica. La otra hoja se coloca dentro de la ranura y se comprime y endereza para sellar el ensamble de manera precisa y duradera.
TALLER DE DEMOCRACIA Y GOBIERNO ESCOLAR-COMPETENCIAS N°3.docx
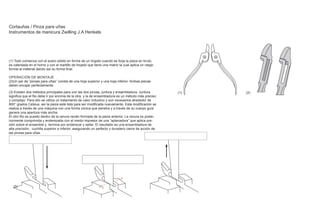
Proceso de fabricación - Cortauñas
1. (3) Existen dos métodos principales para unir las dos pinzas, juntura y ensambladura. Juntura
significa que el filo debe ir por encima de la otra, y la de ensambladura es un método más preciso
y complejo. Para ello se utiliza un tratamiento de calor inductivo y son necesarios alrededor de
800° grados Celsius, así la pieza está lista para ser modificada nuevamente. Esta modificación se
realiza a través de una máquina con una forma cónica que penetra y a través de su cuerpo guía
genera una apertura más ancha.
El otro filo es puesto dentro de la ranura recién formada de la pieza anterior. La ranura es poste-
riormente comprimida y enderezada con el medio impresor de una “aplanadora” que aplica pre-
sión sobre el ensamble y termina por enderezar y sellar. El resultado es una ensambladora de
alta precisión, cuchilla superior e inferior, asegurando un perfecto y duradero cierre de acción de
las pinzas para uñas.
(1) Todo comienza con el acero sólido en forma de un lingote cuando se forja la pieza en bruto,
es calentada en el horno y con el martillo de forjado que tiene una matriz la cual aplica un rasgo
formal al material dando así su forma final.
OPERACIÓN DE MONTAJE
(2)Un par de “pinzas para uñas” consta de una hoja superior y una hoja inferior. Ambas piezas
deben encajar perfectamente.
(1) (2)
(3)
Cortauñas / Pinza para uñas
Instrumentos de manicura Zwilling J.A Henkels
2. (4) El otro filo es puesto dentro de la ranura recién formada de la pieza anterior. La ranura es
posteriormente comprimida y enderezada con un medio impresor de una “aplanadora” que aplica
presión sobre el ensamble y termina por enderezar y sellar. El resultado es una ensambladora
de alta precisión, cuchilla superior e inferior, asegurando un perfecto y duradero cierre de acción
de las pinzas para uñas.
(5)Ambas cuchillas son posteriormente remachadas o atornilladas (se hace un remache al tornillo
que secuencialmente sostiene las dos pinzas juntas).
(6)Después se forjará el filo, perforado y pulido.
Tras este proceso existe una serie de pasos para asegurar que la pinza para uñas reciba
su forma final y se eliminan las imperfecciones más diminutas con un proceso adicional
de pulido.
El signo más importante de calidad para las pinzas de uñas, es su acción de cierre. Esta
acción está pensada para que no sea un movimiento demasiado ligero ni muy apretado.
Utilizan manuales precisos y uno de los ensambladores expertos se asegura que la pin-
za para uñas funcione a la perfección.
Una vez que ambas pinzas están ajustadas, se afilan con una lima. Ninguna separación
puede ser visible entre ambas cuchillas.
Luego la aplicación del logotipo es a través de un estampado directo al acero por la zona
del mango.
Posteriormente se inserta un resorte de alambre. Dicho resorte reabre automáticamen-
te la pinza para uñas antes de que se cierre para lograr que sea un cierre suave, se le
añade un deslizador.
Ahora la pinza para uñas está lista para el centro logístico, se envuelven o embalan indi-
vidualmente o junto con otros instrumentos de manicura.
(4)
(6)
(5)
Hasta ahora el acero era suave y trabajable, sin embargo se le aplica una técnica llamada “Tem-
ple” para el endurecimiento del acero (aplicar calor y luego frío sobre éste).
Lim
a