
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Gráficos de control para mejorar procesos
Similar a Gráficos de control para mejorar procesos (20)
Último
Último (20)
Gráficos de control para mejorar procesos
- 1. “NO TEMAS RENUNCIAR A LO BUENO PARA IR A LO GRANDIOSO”. John D. Rockefeller POR: JOSE MEDINA 1
- 2. DIDÁCTICA DE GESTIÓN DE LA CALIDAD: MODULO #2 GENERADORES RESPONSABLES DE LA UNIDAD: UNIVERSIDAD TECNOLOGICA DE PANAMÁ. AUTOR: PROFESOR: JOSE A. MEDINA R. FACULTAD DE INGENIERIA INDUSTRIAL. REVISION Y ENFOQUE: DOCTOR: JUAN CASTILLO 2
- 3. INTRODUCCION La calidad es un tema de reciente, desarrollo, ahora ya no se puede hablar de hacer las cosas bien sino mantener un nivel de calidad adecuado durante la realización de un producto o servicio. En estadística, se dice que un proceso es estable (o está en control) cuando las únicas causas de variación presentes son las de tipo aleatorio. En esta condición se pueden hacer inferencias con respecto a la salida del proceso, esto es, la característica de calidad que se esté midiendo. En cambio, la presencia de causas especiales o asignables hace que el proceso se desestabilice, impidiendo la predicción de su comportamiento futuro. Los gráficos de control ayudan en la detección de modelos no naturales de variación en los datos que resultan de procesos repetitivos y dan criterios para detectar una falta de control estadístico. Un proceso se encuentra bajo control estadístico cuando la variabilidad se debe sólo a "causas comunes". Si bien se sabe los sistemas y procedimientos no se pueden controlar al 100% afortunadamente se cuenta con los gráficos de control que vienen siendo de gran ayuda para saber a ciencia cierta en qué estado se encuentra nuestro proceso o sistemas y así poder reparar cualquier deficiencia. 4
- 4. UNIVERSIDAD TECNOLÓGICA DE PANAMÁ FACULTAD DE INGENIERÍA INDUSTRIAL CAPITULO I 1. IDENTIFICACIÓN DE LA ASIGNATURA. DENOMINACION DE LA ASIGNATURA: GESTION DE CALIDAD II CODIGO DE LA ASIGNATURA: 3061 CANTIDAD DE CREDITOS: 4 N° DE HORAS TEORICAS: 3 HORAS DE LABORATORIO: 2* TOTAL DE HORAS: 5 PREREQUISITOS: GESTION DE CALIDAD I □ FUNDAMENTAL: SIÚltima revisión: VERANO 2015 CAPITULO II 2. Descripción de la Asignatura. En este curso se estudian temas relativos a las técnicas modernas de análisis estadístico para la mejora de la Calidad en las organizaciones, al igual que las herramientas de Control de proceso y el muestreo de aceptación. 2.1 Objetivos 2.1.1 Generales El curso de Gestión de Calidad 2, 3061: • Proporcionará a los estudiantes conocimientos y capacidades en el manejo de métodos estadísticos de control del proceso • Pretenderá que los estudiantes adquieran un conocimiento sólido y firme de las herramientas básicas para la mejora de los procesos • Enfatizará en que el estudiante se familiarice con la simbología, los conceptos, y el lenguaje utilizado en el control estadístico de calidad • Permitirá que el estudiante aprecie la importancia que tiene el control estadístico del proceso en su formación y desempeño profesional. 5
- 5. • Señalará la importancia que tiene la aplicación de los métodos de control estadístico para la toma de decisiones • Conocer las herramientas básicas para reducir variabilidad en los procesos • Aplicar las técnicas básicas de Calidad en la mejora de los procesos • Estudiar los gráficos de Control para determinar el desempeño de un proceso • Conocer las técnicas más importantes de muestreo de aceptación. 2.1.2 Específicos Durante el desarrollo del curso en el semestre, el estudiante debe: • Entender el concepto de variabilidad y su relación con la Calidad. • Conocer, entender y aplicar las Herramientas de mejoramiento para la calidad, entre las cuales se puede mencionar: Tormenta de ideas, hoja de verificación, diagrama de Ishikawa, diagrama de Pareto y otros. • Conocer, entender y aplicar las Herramientas estadísticas para el Control del Proceso, como los Gráficos de Control y el Muestreo de Aceptación. • Desarrollar habilidad para comunicar los resultados de un programa de control estadístico del proceso en forma escrita y oral. • Manejar un software para el análisis de datos. 2.2 Justificación El presente trabajo pretende explicar el tema de gráficos de control, su importancia y su relevancia en el mundo de los negocios. El objetivo del control estadístico de procesos es hacer predecible un proceso en el tiempo. Es una herramienta que ayuda en la toma de decisiones y facilita el proceso de mejora constante de una empresa. Las herramientas usadas por el control estadístico de procesos son las gráficas de control que permiten distinguir las causas especiales de las causas comunes de variación. Se entiende por variación aquellos cambios ocurridos en el valor de la característica medida, siendo esta característica la respuesta de un proceso determinado. 6
- 6. Luego de identificarlas con el gráfico, el paso siguiente es eliminar las causas especiales, ya que son ajenas al desenvolvimiento natural del proceso con lo que se logra el estado de proceso bajo control estadístico; es decir, un proceso predecible y afectado exclusivamente por causas comunes (aleatorias) de variación, señalan los expertos argentinos Roberto Carro y Daniel González en su libro El control estadístico de procesos. Esta metodología permite planificar y determinar cuándo un proceso está fuera de control, para así mejorar los procesos operativos de la organización. La base o fundamento del control estadístico se encuentra en una serie de técnicas estadísticas que permiten establecer criterios para medir, detectar y corregir variaciones en el proceso que puedan afectar la calidad del producto o servicio final. Las mejoras que se pueden introducir en los procesos operativos de una organización gracias al control estadístico son: disminución de los costos, eliminación de actividades que no agregan valor al proceso productivo, identificación de los cuellos de botella y demoras en el proceso productivo, evitar incumplimientos de los requisitos solicitados por el cliente final. 7
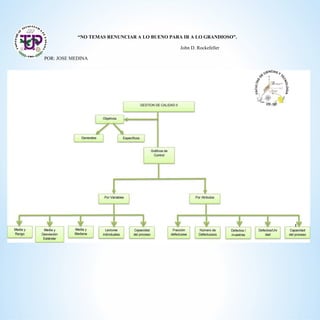
- 8. Objetivos CONTENIDO B. Gráficos de Control ACTIVIDADES (SECUENCIACIÓN DIDÁCTICA) Estrategia: DEMOSTRACIÓN Hacer que el estudiante aprenda a Mejorar la capacidad de los procesos a través de un gráfico de control. a. Por Variables 1. Media Y Rango 2. Media y Desviación Estándar Inicio -Objetivo d e l a clase y la Introducción al tema -Pre test 3.Media y Mediana -Suministro de folleto y material suplementario ESTRATEGIAS RECURSOS EVALUACIÓN Preguntas guía Lluvia de ideas Preguntas exploratorias Presentación en multimedia Marcadores Lecturas Tablero Plataforma Moodle Computadora Tablero marcadores Diagnóstica - Pre Test Diálogos sobre los conceptos básicos de los gráficos de control, lluvia de ideas. - Repaso Que sea capaz de realizar cambios en las normas de trabajo y de calidad. 4. Lecturas Individuales 5. Capacidad Proceso del Desarrollo - Explicación y ejecución de la hoja de cálculo. - Diálogos interactivos. - Lluvia de ideas - Revisión del progreso en los alumnos. Cuadro Sinóptico Diagramas Ensayos Tablero y marcadores Laboratorio Material didáctico Plataforma Paquetes Estadísticos Formativa - Rúbrica Pruebas prácticas en el laboratorio, con el uso de la plataforma. 9
- 10. CAPITULO IV. 4. Gráficos de Control Un gráfico de control es una herramienta utilizada para distinguir las variaciones debidas a causas asignables o especiales a partir de las variaciones aleatorias inherentes al proceso. Las variaciones aleatorias se repiten casualmente dentro de los límites predecibles. Las variaciones debidas a causas asignables o especiales indican que es necesario identificar, investigar y poner bajo control algunos factores que afectan al proceso. La construcción de gráficos de control está basada en la estadística matemática. Los gráficos de control emplean datos de operación para establecer límites dentro de los cuales se espera hacer observaciones futuras, si el proceso demuestra no haber sido afectado por causas asignables o especiales. Causas Asignables Factores (generalmente numerosos, pero individualmente de relativa importancia) que se pueden detectar e identificar como causantes de un cambio en una característica de la calidad o nivel del proceso. Nota: En ocasiones, se denominan causas especiales de variación. Causas Aleatorias Factores generalmente numerosos, pero poco importantes, que contribuyen a la variación y no han sido necesariamente identificados. Nota: En ocasiones, se denominan causas comunes de variación. Existe una gran variedad de gráficos de control que se pueden aplicar a todo tipo de características medibles o contables de un proceso, un producto o cualquier salida. 11
- 11. Límite superior de control (LSC): Es el mayor valor aceptado en el proceso. Límite inferior de control (LIC): Es el valor más pequeño que se acepta en el proceso. Límite central de control (LC): Es la línea central del gráfico. Mientras más cerca estén los puntos a la línea, más estable es el proceso. Los Gráficos de control sirven para poder analizar el comportamiento de los diferentes procesos y poder prever posibles fallos de producción mediante métodos estadísticos. Estas se utilizan en la mayoría de los procesos industriales. 12
- 12. En ciertos procesos en los que se alcanza un alto grado de capacidad es aconsejable reducir el nivel de control proporcionado por los gráficos de control estándar, para ello utilizaremos los límites de control modificados. LIMITES DE CONTROL MODIFICADOS. Los límites de control modificados para la Xmedia se utilizan cuando Cp o Cpk es mucho mayor que 1, es decir, cuando la variabilidad del proceso es mucho menor que la extensión de los límites. Pongamos, por ejemplo, que nuestro proceso consiste en llenar sacos de arena. Las especificaciones del fabricante exigen que cada saco sea llenado con una cantidad de arena entre los 10.00Kg y los 10.20 Kg. Por otra parte, nuestro proceso puede operar con una variación de 0.01 Kg. Vemos que en este caso la capacidad del proceso es: En estos casos en los que el intervalo de las especificaciones es tan grande en relación a 6o se recomienda cambiar de los gráficos de control de Xmedia habitual a los gráficos modificados. En esta, se permite el desplazamiento de la media un cierto rango, siempre que esta variación no resulte en la aparición de un número significativo de piezas defectuosas, es decir, producir piezas defectuosas con una probabilidad 5. La media se puede desplazar, tanto superior pü como inferiormente pL, un valor tal que la probabilidad de estar fuera de las especificaciones sea 5. Supondremos que la variabilidad del proceso está bajo control. Para especificar los nuevos límites de control de la carta modificada, tendremos en cuenta que el valor de la media tiene que estar entre pü y pL, se pueden calcular mediante: HL = LSL + Z$o fia = USL + Zga 13
- 13. Donde Zs representa el punto porcentual superior 100(1-a) de la distribución normal estándar. Para estimar estos límites lo más común es que la Za tenga un valor de 3. Para los gráficos de control modificados debe utilizarse una buena estimación de o. En los casos en los que la variabilidad en el proceso cambia, los límites de control modificados no son adecuados y en su lugar se debe usar un gráfico R o S. 14
- 14. CARTAS DE CONTROL POR VARIABLES CARTAS DECONTROL POR ATRIBUTOS Ventajas significativas Conducen a un mejor procedimiento de control. Son potencial mente aplicables a cualquier proceso Proporcionan una. utilización máxima de la información disponible de datos. Los datos están a menudo disponibles. Son rápidos y simples de obtener. Son fáciles de interpretar. Son frecuentemente usados en los informes a la Gerencia. Más económicas Desventajas significativas No se entienden a menos que se de capacitación; puede causar confusión entre los limites de especificación y los límites de tolerancia. No proporciona información detallada del control de características individuales. No reconoce distintos grados de defectos en las unidades de producto. A. POR VARIABLES Hacen uso de estadísticas obtenidas a partir de datos tales como la longitud o grosor de un elemento. En los gráficos de control por variables es posible medir la característica de calidad a estudiar. En estos casos conviene describir la característica de calidad mediante una medida de tendencia central (usualmente la media muestral) y una medida de su variabilidad (usualmente el rango o la desviación estándar). Los gráficos de control por variables son más “sensibles” que los gráficos de control por atributos, razón por la cual son capaces de “avisarnos” de posibles problemas de calidad incluso antes de que éstos sean ya relevantes. 15
- 15. Miden una característica continua, es decir que puede tomar infinitos valores dentro de un intervalo. El más utilizado en control de calidad es el gráfico X-R, que registra la media del proceso y el recorrido o rango de cada muestra y se utiliza para controlar y analizar un proceso empleando valores relativos a la calidad del producto tales como temperatura, peso, volumen, concentración, etc.. En su construcción es necesario elaborar un gráfico para los valores medio muestrales y otro gráfico para los recorridos. El primero indica si existen cambios en la tendencia central de un proceso y el segundo Pasos a seguir para su construcción: 1. Recogida de datos y su registro Es necesario recoger el máximo número posible de datos, por lo menos 100 datos recientes sobre la característica que se controla del proceso, sin embargo cuando no se puede contar con tantos datos, 50 o 20 datos resultan suficientes. Se debe determinar el tamaño de la muestra (n) y la cantidad de muestras (k). 2. Calcular la media y los recorridos de las muestras Se calcula la media de cada muestra y los recorridos o rangos de cada una de ellas. Luego se determina el promedio general con las media de cada muestra y el recorrido promedio con los recorridos de cada una. 3. Calcular los límites de control Para cada gráfico debemos calcular los límites de control superior e inferior. Estos límites de control se calculan a mas menos 3 desviaciones del promedio por consideramos que la distribución de las medias sigue una distribución normal o próxima a ella, cuando la muestra tiene un tamaño superior a 4. Para el gráfico de medias: Límite central: igual al promedio de las medias Límite de control superior: promedio de las medias + A2 *promedio de Rangos Límite de control inferior: promedio de las medias - A2 *promedio de Rangos Para el gráfico de Rangos: 16
- 16. Límite central igual al promedio de los Rangos Límite de control superior : D4*promedio de Rangos Límite de control inferior : D3*promedio de Rangos Donde A2, D4 y D3 son coeficientes cuyo valor depende del tamaño de la muestra (n). La tabla siguiente muestra los valores de éstos para el cálculo de los límites de control de 3sigma de ambos gráficos. Medias y rangos Las gráficas de control por variables es una herramienta poderosa que puede utilizarse cuando se dispone de mediciones de los resultados de un proceso. El diámetro de un cojinete en milímetros, el esfuerzo de cierre de una puerta en libras o el torque de un tomillo en libras-pie son algunos ejemplos típicos de aplicación. Las gráficas de control por variables más conocidas son las gráficas de medias y rangos. Las gráficas de control por variables son particularmente útiles por varias razones: 1. La mayoría de los procesos y sus resultados tienen características que son medibles, por lo que su potencial es amplia. 2. Un valor medible (por ejemplo, “el diámetro es 16.45 mm”) contiene más información que una simple afirmación de si-no (por ejemplo, “la pieza está dentro de tolerancia”). 3. A pesar de que el costo en la medición precisa de una pieza es mayor que el de establecer simplemente si la misma está bien o no, como se requieren menos piezas para obtener más información sobre el proceso, en algunos casos. 4. Debido a que se requiere medir una menor cantidad de piezas para tomar decisiones confiables, el período de tiempo entre la producción de las piezas y la acción correctiva puede ser acortado significativamente. 17
- 17. CAPITULO V 5. DOSIFICACIÓN PRIMERA SEMANA: 2 DE ABRIL: Gráficos de control a. Por Variables 1. Media Y Rango 2. Media y Desviación Estándar (2 hrs = 90 minutos) 5 DE ABRIL: 3. Media y Mediana (3 hrs = 135 minutos) SEGUNDA SEMANA 9 DE ABRIL: 4. Lecturas Individuales (2 hrs = 90 minutos) 12 DE ABRIL: 5. Capacidad del Proceso (3hrs = 135 minutos) TERCERA SEMANA 16 DE ABRIL: B. Por Atributos (2 hrs = 90 minutos) 19 DE ABRIL: 1.Fracción Defectuosa. (3 hrs = 135 minutos) CUARTA SEMANA 23 DE ABRIL: 2.Número de Defectuosos (2 hrs = 90 minutos) 26 DE ABRIL: 3.Defectos/ muestra (3 hrs = 135 minutos) QUINTA SEMANA 30 DE ABRIL: 4.Defectos/ unidad (2 hrs = 90 minutos) 03 DE MAYO: 5.Capacidad del Proceso (3 hrs = 135 minutos) 57
- 18. CAPITULO VI 6. Criterios y porcentajes de evaluación. CRITERIOS DE EVALUACIÓN PORCENTAJE PARCIALES (2) 35 SEMESTRAL 35 LABORATORIO 30 TOTAL: 100% * Valores definidos por el Estatuto Universitario 58
- 19. CONCLUSIONES • Una gráfica de control es un diagrama que sirve para examinar si un proceso se encuentra en una condición estable, o para asegurar que se mantenga en esa condición. • Las gráficas de control nos muestran cómo se compara una característica a través del tiempo. • Si todos los puntos están dentro de los límites y no siguen un patrón específico, se dice que el proceso está bajo control. • Desarrollar nuestra propia planificación nos ayuda a comprender cuán importante es tanto para el docente como para el estudiante hacerla bien, ya que de ella depende como se lleve a cabo la clase y qué tipo de aprendizaje tendrán los alumnos. 59
- 20. REFERENCIAS BIBLIOGRÁFICAS BIBLIOGRAFIA ACTUALIZADA LIBROS o Besterfield, Dale. 2009. Control de calidad. México : Prentice Hall, 2009. ISBN 978-607-442-121-7. o de Vega, Luzángela, Álvarez, María y Bernal, César. 2010. Administración por calidad. Bogota : Alfaomega, 2010. ISBN 978-958-682-798-0. o Gutiérrez, Humberto. 2010. Calidad total y productividad. México : Mc Graw Hill, 2010. ISBN 978-607-15-0315-2. o James, Paul. 2008. Gestión de la calidad total. Madrid : Prentice Hall, 2008. ISBN 0-13-207119-3. o Montgomery Douglas.2010, Control Estadístico de calidad. México: Editorial Iberoamérica.2010 Biblioteca Virtual Universidad Tecnológica de Panamá o de Vega, Luzángela, Álvarez, María y Bernal, César. 2010. Administración por calidad. Bogota : Alfaomega, 2010. ISBN 978-958-682-798-0. o Herrera, Roberto y Herrera, Tomás. 2011. Seis Sigma un enfoque práctica. Colombia : Corporacion para la gestión del conocimiento ASD 2000, 2011. ISBN 9781449279295. o Herrera, Roberto. 2012. Seis Sigma: métodos estadísticas y sus aplicaciones. España : B. EUMED, 2012. ISBN 9788469427576. o Marketing Publisihing. 2007. Gestión de la calidad total. España : Ediciones Díaz de Santos, 2007. ISBN: 9788479782443 . o Pola, Angel. 2009. Gestión de la calidad. España : Marcombo, 2009. ISBN 978 1413587388. 60
- 21. Investigaciones/ folletos o Córdoba, Elida. (2013). Recomendación de un Plan de Calidad. Panamá : s.n., 2013. Revistas o Arauz, R. M. (2010). Measuring Changes in Quality Management: Empirical Analysis of Japanese Manufacturing Companies. Total Quality Management and Business Excellence Journal, 1337-1374. o Documentos web o Maleyeff, J. (1994). The Fundamental Concepts of Statistical Quality Control. Milwaukee, USA: ASQC Press. o Bergman, B. D. (2009). Robust Design Methodology for Reliability: Exploring the Effects of Variation and Uncertainty. John Wiley & Sons. o González, H. (21 de enero de 2014). CALIDAD Y GESTION. Obtenido de https://calidadgestion.wordpress.com/2014/01/21/nueva-iso-14001-version-2015/ o Gutiérrez, H. (2010). Calidad total y productividad. México: Mc Graw Hill. o SECRETARIA CENTRAL DE ISO. (2008). ORGANIZACION INTERNACIONAL DE NORMALIZACION (ISO ). Obtenido de http://farmacia.unmsm.edu.pe/noticias/2012/documentos/ISO-9001.pdf o EUSKALIT GESTIÓN AVANZADA. GOBIERNO VASCO. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS. 2014. OCTUBRE, 6. http://www.euskalit.net/pdf/folleto4.pdf o PABLO ALCALDE SAN MIGUEL. INQUALITAS. REVISTAS DIGITAL SOBRE CALIDAD, EFICIENCIA Y COMPETITIVIDAD. 2014. OCTUBRE, 6. http://www.inqualitas.net/articulos/477-tecnicas-basicas-para-la-gestion-de-la-calidad o DGNTI - Dirección General de Normas y Tecnología Industrial [Publicaciones]. Disponible en: www.mici.gob.pa 61
- 22. o International Organization for Standardization - ISO. Normas ISO. Publicaciones según versión. Disponible en: http://www.iso.org/iso/home BIBLIOGRAFIA CLASICA Libros o Acuña, Jorge. 2002. Control de Calidad: un enfoque integral y estadístico. Cartago : Tecnológica de Costa Rica, 2002. ISBN 9977-68-128-6. o Cantu, Humberto.2006. Desarrollo de una Cultura de Calidad. México: Mcgraw Hill.2006 o Evans, J; Lindsay, W. (2006). Administración y Control de la calidad. México: Thomson Learning o Feingenbaum, A. (2004). Control Total de la Calidad. México: McGraw Hill. o Heizer J; Render, B. (2007) Dirección de la Producción y de operaciones. España: Prentice Hall o Gutiérrez, M. (2004). Administrar para la Calidad. Limusa o Juran, J. (2007). Juran on Quality by Design. NY, USA: Free Press. o Juran, J. a. (1995). Análisis y Planeación de la Calidad. México: McGraw Hill. o George, M. (2003). Lean Six Sigma for Service. NY, USA: McGraw Hill. o Russell, R. a. (2006). Operations Management. USA: Wiley. o Summers, Donna c.s. (2006). Administración de la calidad. Mexico. Pearson Educación. o Wheeler, D. a. (1992). Understanding Statistical Process Control. Tennessee, USA: SPC Press. o Walton, M. (2004). Deming en la Práctica. Colombia: Norma Revistas o Woodhall, W. (2007). Statistical Quality Design and Control. Journal of Quality Technology, 88-89. o Artículos varios. Revista Virtual Pro. Colombia. Publicación mensual. Disponible en: http://www.revistavirtualpro.com/ediciones 62
- 23. Anexos 1 ¿Qué es un gráfico de control? 2 Beneficios: ¿Para qué entonces un gráfico de control? 3 ¿Cuáles son los tipos de gráficos de control? 4 ¿Cómo hacer un gráfico de control? 63 https://www.youtube.com/watch?v=hRkG5Hac1YY https://www.youtube.com/watch?v=nKhA5BgTX28 https://www.youtube.com/watch?v=TxlVnaFqIEo VIDEOS INSTRUCCIONALES
- 24. MUCHAS GRACIAS