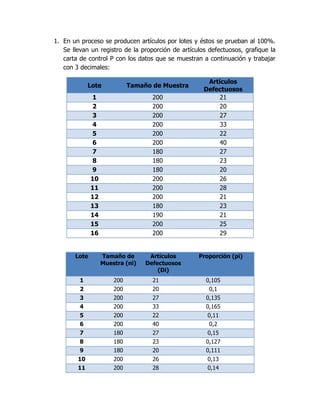
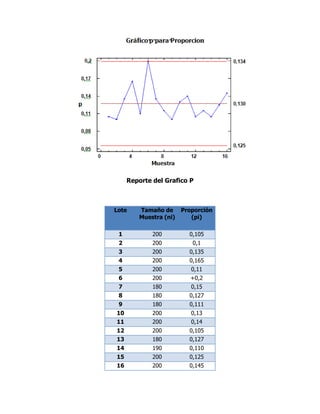
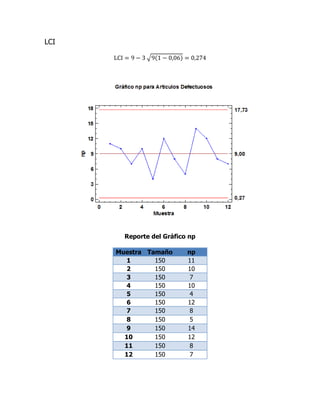
El primer documento presenta los datos de 16 lotes de producción que fueron inspeccionados al 100% para calcular la proporción de artículos defectuosos. Se calculan los límites de control superior e inferior para crear un gráfico de control P. El segundo documento presenta los datos de 12 muestras de 150 piezas cada 4 horas para crear un gráfico de control np y analizar la estabilidad del proceso de producción.