Descargar para leer sin conexión

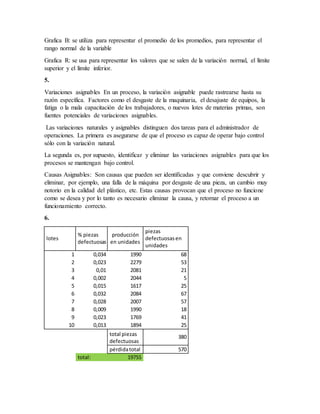


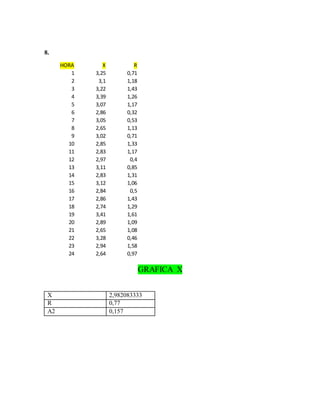
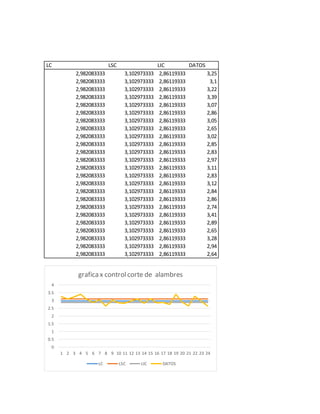
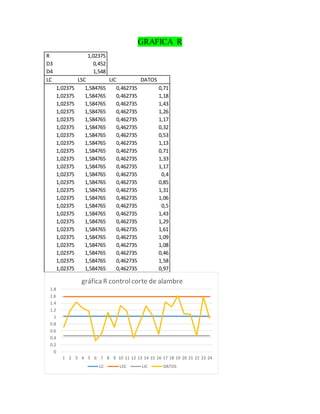


El documento describe el proceso de fabricación de gomitas de un producto. Se detalla que el proceso comienza con la mezcla de ingredientes como azúcar, agua y gelatina, para dar forma a las gomitas usando moldes. Luego se realiza un proceso de secado y aplicación de cera, para finalizar con empacado y control de calidad. Se presentan indicadores como cantidad de gomitas defectuosas y tiempo de control de calidad. Adicionalmente, se explica el uso de gráficas de control como X y R para monitorear la variación


































![Unidad1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/unidad11-100905231554-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)














































![Pasco[F][F][F][F][F][F][F][F][F] (3)[R] (1) (1).docx](https://cdn.slidesharecdn.com/ss_thumbnails/pascofffffffff3r11-260122185917-5ef4a718-thumbnail.jpg?width=640&height=640&fit=bounds)




