Descargado 28 veces















































































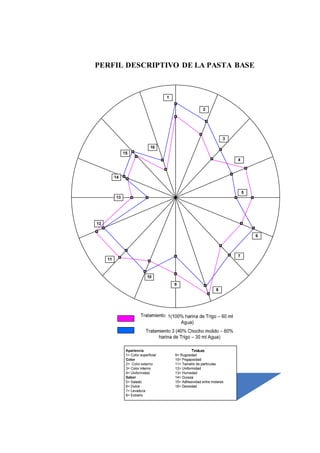






































Este documento presenta la tesis de Liliana Jiménez Jiménez para optar el título de Ingeniera en Industrialización de Alimentos. El tema de la tesis es "Incremento del valor nutritivo de la pasta base para la elaboración de pizza, mediante la incorporación de chocho". La tesis evalúa las propiedades reológicas, características químicas y aporte nutricional de la pasta base para pizza con incorporación de chocho. Además, determina los parámetros tecnológicos apropiados para procesar la pasta base