Fisuración por hidrógeno: grietas a frío.
•Descargar como DOC, PDF•
2 recomendaciones•9,877 vistas

Este documento describe el fenómeno de la fisuración por hidrógeno o "grietas a frío" que ocurren después de la soldadura. Explica que cuatro factores causan esta fisuración: la presencia de hidrógeno, tensiones residuales, una microestructura frágil (martensita), y baja temperatura. También detalla medidas preventivas como mantener bajo contenido de hidrógeno, usar precalentamiento, y poscalentamiento para permitir la difusión del hidrógeno.

Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Fisuración por hidrógeno: grietas a frío.
Similar a Fisuración por hidrógeno: grietas a frío. (20)
Más de Alexis Tejedor
Más de Alexis Tejedor (13)
Último
Último (20)
Fisuración por hidrógeno: grietas a frío.
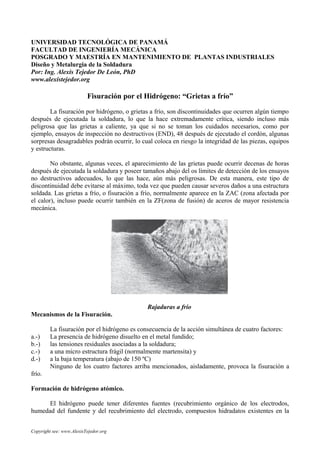
- 1. UNIVERSIDAD TECNOLÓGICA DE PANAMÁ FACULTAD DE INGENIERÍA MECÁNICA POSGRADO Y MAESTRÍA EN MANTENIMIENTO DE PLANTAS INDUSTRIALES Diseño y Metalurgia de la Soldadura Por: Ing. Alexis Tejedor De León, PhD www.alexistejedor.org Fisuración por el Hidrógeno: “Grietas a frío” La fisuración por hidrógeno, o grietas a frío, son discontinuidades que ocurren algún tiempo después de ejecutada la soldadura, lo que la hace extremadamente crítica, siendo incluso más peligrosa que las grietas a caliente, ya que si no se toman los cuidados necesarios, como por ejemplo, ensayos de inspección no destructivos (END), 48 después de ejecutado el cordón, algunas sorpresas desagradables podrán ocurrir, lo cual coloca en riesgo la integridad de las piezas, equipos y estructuras. No obstante, algunas veces, el aparecimiento de las grietas puede ocurrir decenas de horas después de ejecutada la soldadura y poseer tamaños abajo del os límites de detección de los ensayos no destructivos adecuados, lo que las hace, aún más peligrosas. De esta manera, este tipo de discontinuidad debe evitarse al máximo, toda vez que pueden causar severos daños a una estructura soldada. Las grietas a frío, o fisuración a frío, normalmente aparece en la ZAC (zona afectada por el calor), incluso puede ocurrir también en la ZF(zona de fusión) de aceros de mayor resistencia mecánica. Rajaduras a frío Mecanismos de la Fisuración. La fisuración por el hidrógeno es consecuencia de la acción simultánea de cuatro factores: a.-) La presencia de hidrógeno disuelto en el metal fundido; b.-) las tensiones residuales asociadas a la soldadura; c.-) a una micro estructura frágil (normalmente martensita) y d.-) a la baja temperatura (abajo de 150 ºC) Ninguno de los cuatro factores arriba mencionados, aisladamente, provoca la fisuración a frío. Formación de hidrógeno atómico. El hidrógeno puede tener diferentes fuentes (recubrimiento orgánico de los electrodos, humedad del fundente y del recubrimiento del electrodo, compuestos hidradatos existentes en la Copyright see: www.AlexisTejedor.org
- 2. pieza – herrumbre; humedad del aire), éste se descompone en la atmósfera del arco liberando hidrógeno atómico o iónico (H+ ). Saturación de la solda por hidrógeno. La soldadura en estado líquido, disuelve cantidades apreciables de hidrógeno y la solubilidad decrece con la temperatura, y de forma continua en la solidificación y en las modificaciones alotrópicas. Consecuentemente, en la fase final del enfriamiento, la soldadura estará super saturada en hidrógeno. Migración del hidrógeno para la ZAC Debido al menor contenido de carbono de la soldadura, la templabilidad de la zona fundida, es normalmente inferior al de la ZAC, lo que permite que el hidrógeno migre para esta última zona. En el caso en que la templabilidad en la Zona de Fusión -ZF, sea superior o cuando la estructura fuese austenita, el hidrógeno permanece retenido en la zona de fusión. Microestructura frágil y baja temperatura Copyright see: www.AlexisTejedor.org H disuelto Temperatura de fusión de la austenita
- 3. La martensita, que es una micro estructura de baja tenacidad, cuando saturada en hidrógeno es considerablemente frágil. La soldadura, en virtud de su composición química y de las condiciones térmicas de la soldadura, puede generar tales microestructuras. En esas condiciones y en la fase final del enfriamiento, presentará regiones frágiles a baja temperatura saturadas en hidrógeno, sometidas a un sistema de tensiones residuales, cuya intensidad es próximo al limite de elongación de la ZF. Lo propio puede ocurrir en la ZAC Tipos de grietas provocadas por el hidrógeno Las grietas en la raíz y al margen resultan de entalles como mordeduras, falta de penetración e inclusiones, que promueven a través de la concentración de tensiones, deformaciones plásticas locales que colocan en movimiento las discordancias, que conduce el hidrógeno, aumentando su concentración en el local, favoreciendo la fisuración junto a los entalles. Comportamiento del hidrógeno en la soldadura con el tiempo. El mecanismo de difusión, que depende de la temperatura, hace con que mayor contenido de hidrógeno en super saturación se difunda y abandone la soldadura después de un tiempo determinado. Por lo tanto, el riesgo de fisuración es temporal, existiendo mientras el hidrógeno se esté desprendiendo de la soldadura. Por lo tanto, siempre es recomendable el tratamiento de pos calentamiento de las soldaduras sensibles a la fisuración a frío para acelerar el proceso de eliminación del hidrógeno de la soldadura. Medidas preventivas. Se deben tomar en función a las principales causas de formación de grietas. Contenido de hidrógeno: mantener la atmósfera con el menor contenido de hidrógeno posible. Mantener los electrodos guardados en lugares adecuados y secos, promoviendo el secado en hornos de los mismos antes de utilizarlos. Micro estructura frágil: lo ideal es intentar evitarlas, utilizando un pre calentamiento, el aumento de la energía de soldadura, la selección del metal de aporte de menor resistencia posible. Tensiones: intentar promover la soldadura con el menor grado de restricciones posibles, es una excelente medida para evitar tensiones residuales, ya que las tensiones promueven la deformación plástica del material, que por su vez, aumenta el número de discordancias, que son responsables por el transporte de hidrógeno para la extremidad de los entalles. Se debe tomar en cuenta que la Copyright see: www.AlexisTejedor.org 1. Grietas bajo el cordón (underbead crack) 2. Grietas en la raíz (root crack) 3. Grietas al margen (toe crack) 4. Grietas transversales (transverse crack)
- 4. acción de los esfuerzos, como por ejemplo: el propio peso, concentración de otras soldaduras, ensayos de presión y otras. Temperatura: utilice un pre calentamiento. Después de la soldadura, mantener la solda a una temperatura suficiente para permitir la difusión del hidrógeno disminuyendo su concentración en la solda, con eso se disminuye el riesgo de la fisuración a frío. Realizar un pos calentamiento de 2 horas a 250 ºC es más que suficiente para promover la difusión del hidrógeno, y se elimina la susceptibilidad de las grietas a frío. Copyright see: www.AlexisTejedor.org