Descargar para leer sin conexión

















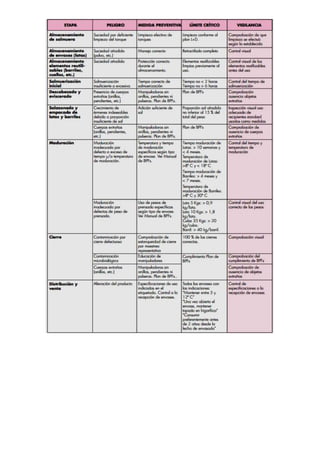


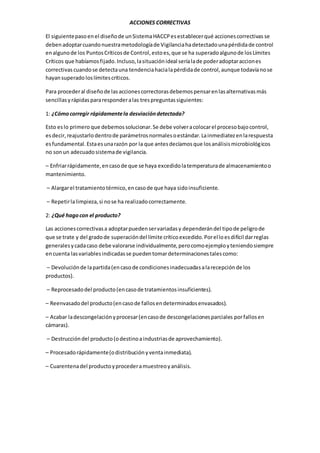





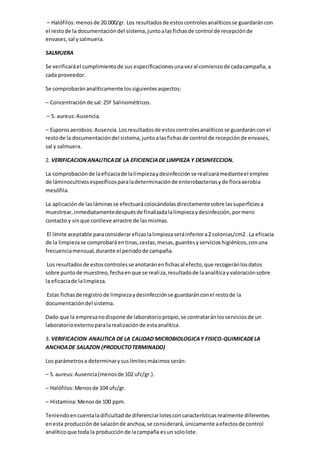

















Este documento describe los pasos para implementar un sistema HACCP en una fábrica de enlatado de pescado, incluyendo una descripción del proceso de fabricación paso a paso y un análisis de peligros y medidas preventivas. El objetivo principal del HACCP es garantizar la inocuidad del producto alimenticio a través de la identificación y control de puntos críticos.






















































